Einleitung: Warum 3D‑Druck gerade so spannend ist
3D‑Druck ist längst kein Nischenhobby mehr. In Werkstätten, Schulen, Start‑ups und sogar in der Kleinserienproduktion entstehen heute funktionale Bauteile, Prototypen und Ersatzteile — nicht nur hübsche Figuren. Wenn du neu einsteigst, hilft es, ein paar technische Grundprinzipien zu verstehen. Eines davon ist die Anisotropie beim FDM: Bauteile sind nicht in alle Richtungen gleich stark. Wer das berücksichtigt, druckt langlebigere und zuverlässigere Teile.
Was ist FDM (oder FFF) — einfach erklärt
FDM steht für Fused Deposition Modeling; viele nennen das Verfahren auch FFF (Fused Filament Fabrication). Ein Kunststofffilament wird in einer beheizten Düse geschmolzen und Schicht für Schicht aufgebaut. Das macht die Technik günstig und vielseitig, bringt aber die typische Schichtstruktur mit sich — und damit die Richtungsabhängigkeit der Festigkeit.
FDM ist deshalb ideal für Einsteiger: Die Einstiegshürde ist gering, die Lernkurve aber lang genug, um viele spannende Fragen zu stellen — von Materialwahl über Slicer‑Einstellungen bis zur richtigen Bauteilausrichtung.
Anisotropie beim FDM verstehen
Anisotropie bedeutet: Eigenschaften hängen von der Richtung ab. Bei FDM‑Teilen sind Schichten oft in der Ebene stabiler als zwischen den Schichten. Ein einfaches Bild: ein Stapel Papier ist in der Fläche steif, lässt sich aber leicht zwischen den Blättern spalten. Ähnlich verhalten sich Schichtgrenzen unter Zug- oder Biegebeanspruchung.
Warum Schichten Schwachstellen sein können
Jede neue Schicht muss gut mit der vorherigen verschmelzen. Temperatur, Druckgeschwindigkeit, Extrusionsflow, Kühlung und mechanische Genauigkeit beeinflussen die Layerhaftung. Wenn die Verbindung nicht optimal ist, bleiben mikroskopische Trennflächen, die unter Belastung zu Rissen werden können. Das ist besonders kritisch bei Belastung senkrecht zur Schichten (Z‑Richtung).
Kurz gesagt: Die Form, ausrichtung und die Einstellungen beim Drucken entscheiden oft mehr über die Funktionalität eines Bauteils als nur die Materialmenge.
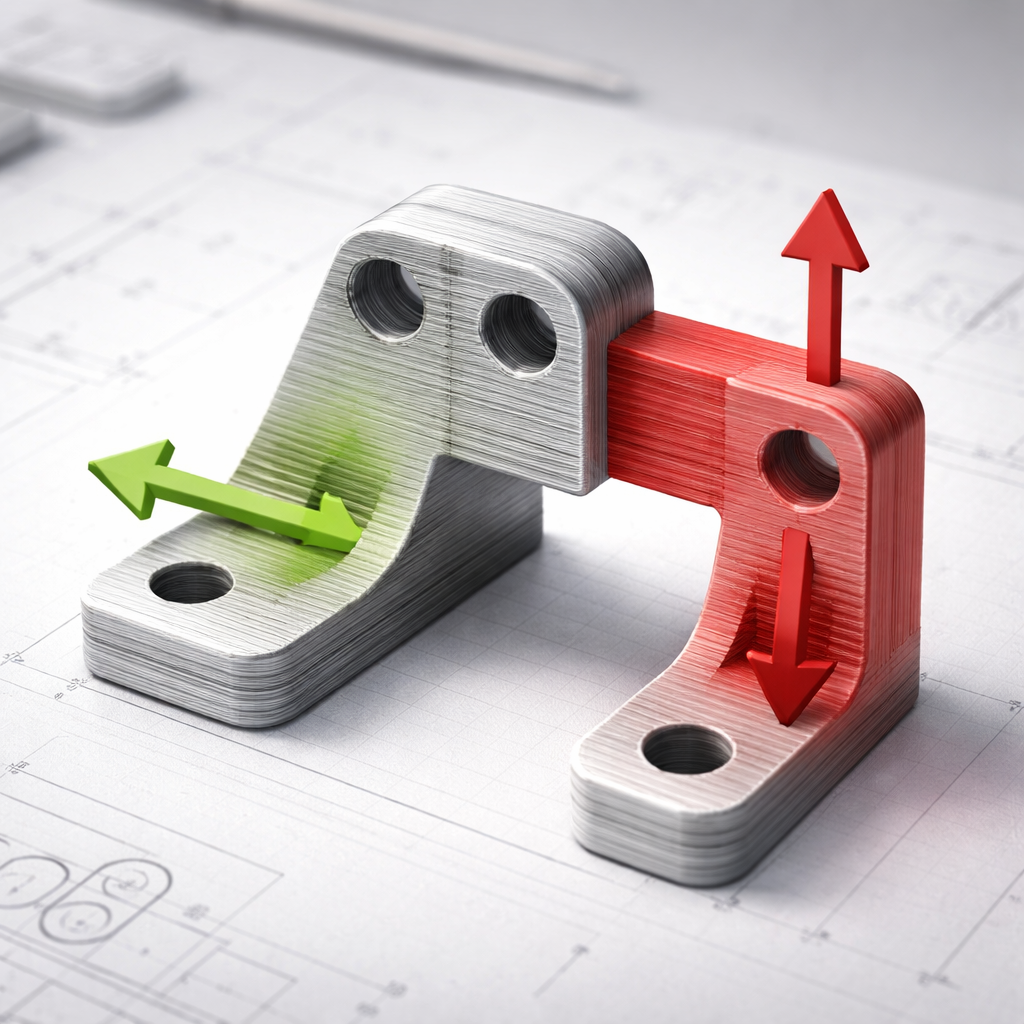 Illustration eines Bauteils mit Pfeilen, die Belastungsrichtungen zeigen; deutlich markiert: Belastung in Schichtebene vs. quer zur Schicht
Illustration eines Bauteils mit Pfeilen, die Belastungsrichtungen zeigen; deutlich markiert: Belastung in Schichtebene vs. quer zur Schicht
Ein Praxisbeispiel: Orientierung entscheidet
Stell dir einen einfachen Kabelhalter vor. Liegt er so, dass die Zugkraft die Schichten auseinanderzieht, bricht er leicht. Drehst du das Teil im Slicer um 90° und die Belastung wirkt in der Schichtebene, hält es deutlich besser. Dieser Aha‑Moment spart später Material und Frust.
Trend 1: Materialien werden vielfältiger — und konkreter einsetzbar
Die Filamentpalette ist deutlich gewachsen: Neben PLA, PETG und ABS gibt es flexible Materialien, glas‑ oder kohlefaserverstärkte Filamente, temperaturfeste Polymere, leitfähige sowie biobasierte Varianten. Für Einsteiger ist das zunächst verwirrend, bringt aber enorme Vorteile: Du kannst das Material gezielt auf den Einsatzzweck abstimmen.
PLA, PETG und ABS — kurz und praktisch
- PLA: Sehr einfach zu drucken, gute Formstabilität, aber temperaturempfindlich — nicht ideal für heiße Umgebungen.
- PETG: Robuster und zäher als PLA, gute Wahl für viele funktionale Teile; etwas feuchteempfindlicher.
- ABS: Zäher und hitzebeständiger, aber neigt zu Verzug und gibt Gerüche ab — gute Belüftung nötig.
Merke: Materialeigenschaften beeinflussen auch die Anisotropie. Zähere Stoffe können kleine Layerfehler eher verkraften, spröde Materialien brechen schneller an Schichtgrenzen.
Verstärkte Filamente: Vorsicht, sie sind abrasiv
Glas‑ oder kohlefaserverstärkte Filamente erhöhen Steifigkeit und reduzieren Verzug, sind aber abrasiv. Standard‑Messingdüsen nutzen sich schneller ab — verwende besser gehärtete Düsen (z. B. gehärteter Stahl oder Ruby‑Nozzle). Außerdem: Verstärkte Filamente reduzieren nicht automatisch anisotrope Effekte; die Layerhaftung bleibt kritisch.
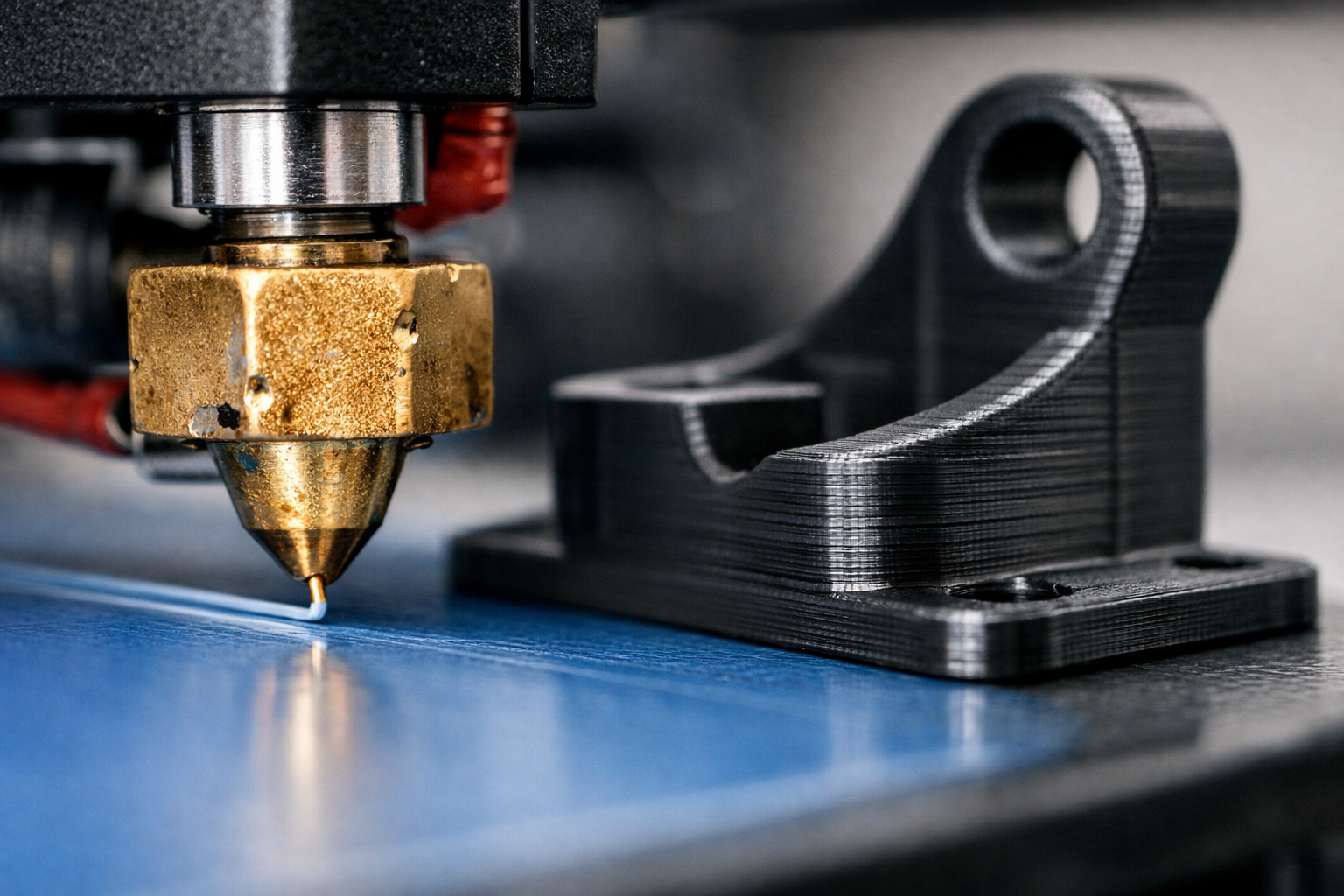
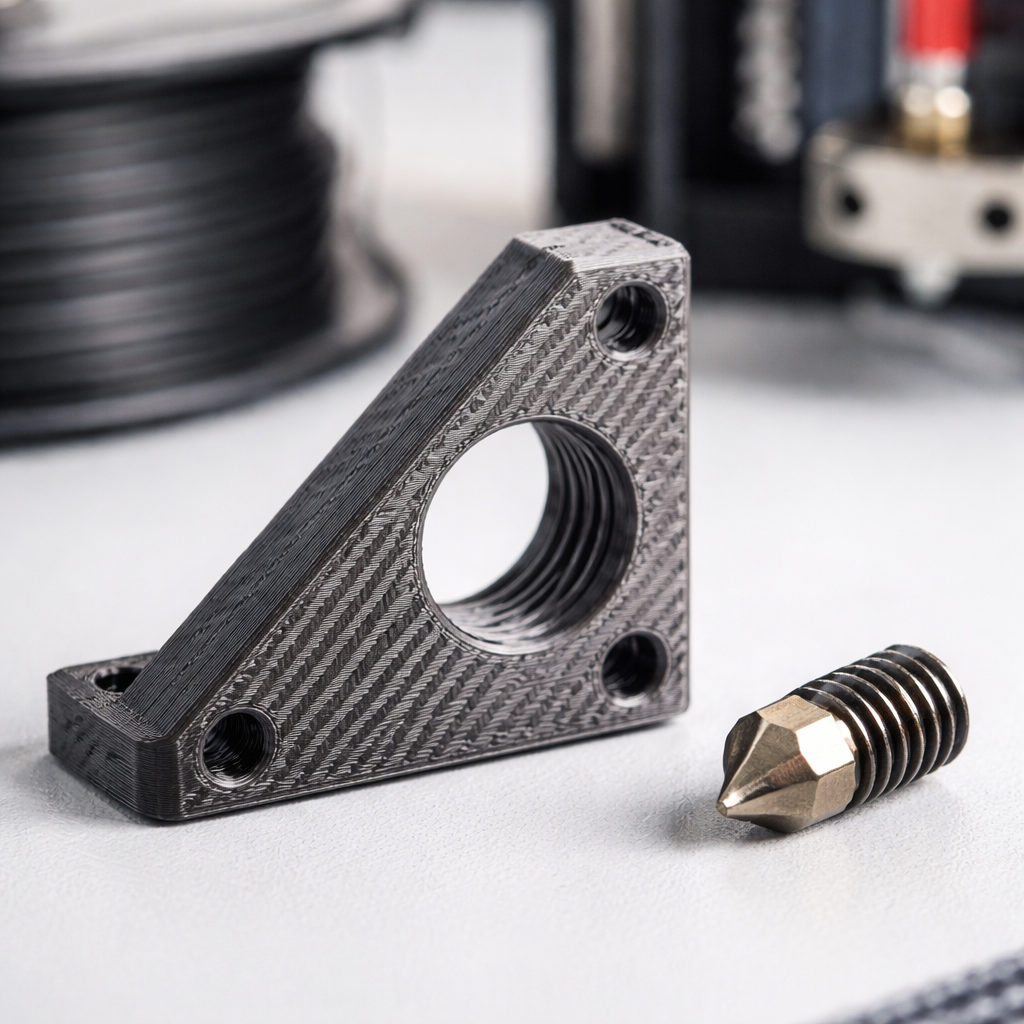 Foto eines gedruckten Teils aus kohlefaserverstärktem Filament neben einer gehärteten Düse
Foto eines gedruckten Teils aus kohlefaserverstärktem Filament neben einer gehärteten Düse
Praktische Materialwahl — kurz
Wähle nicht nur nach Optik oder Temperaturbeständigkeit, sondern nach Belastungsrichtung und Umwelt (UV, Feuchte, Hitze). Beachte auch Lagerung: viele Filamente nehmen Feuchtigkeit auf — insbesondere PETG und Nylon. Trockenbox oder Silicagel sind hilfreiche Kleinigkeiten.
Trend 2: Slicer werden schlauer — und du profitierst davon
Slicer entscheiden, wie ein Modell in Bahnen zerlegt wird. Moderne Slicer bieten adaptive Layerhöhen, verbesserte Infill‑Muster, Druckprofile und integrierte Analysewerkzeuge. Für Einsteiger sind gute Voreinstellungen Gold wert — aber ein Grundverständnis schützt vor Überraschungen.
Adaptive Schichthöhen: Mehr Detail, weniger Zeit
Adaptive Layerhöhe passt die Schichthöhe an die Geometrie an: flache Flächen schneller mit dicken Schichten, feine Details mit dünnen. Das spart Zeit und verbessert oft das Oberflächenbild. Wichtig für die Festigkeit: unterschiedliche Schichthöhen verändern die Lage der Schichtgrenzen — das kann lokal die Lastverteilung ändern.
Intelligentes Infill und Wandstärken
Moderne Infill‑Muster sind oft effizienter. Trotzdem gilt: Außenwände (Perimeter) tragen viel zur Stabilität bei. Für viele funktionale Teile sind 3–5 Perimeter sinnvoller als extremes Infill. Topologieorientierte Muster können Material dort platzieren, wo Belastungen auftreten.
Druckprofile dokumentieren — lerne systematisch
Speichere Profile für Material und Anwendung, protokolliere Abweichungen und mache Testdrucke. So wird Drucken planbar statt ratenbasiert.
Trend 3: Mehr Automatisierung — weniger Kleinkram
Automatische Bettnivellierung, Filamentsensoren, Druckfortsetzung nach Stromausfall und Kameramonitoring machen das Drucken zuverlässiger. Besonders bei langen Drucken lohnt sich diese Automatisierung: Sie reduziert das Risiko, dass ein Druck über Stunden unbemerkt fehlschlägt.
Warum eine gute erste Schicht alles verändert
Die erste Schicht beeinflusst Haftung und damit den gesamten Aufbau. Auto‑Bed‑Leveling ist heute verbreitet und verbessert die Wiederholbarkeit deutlich — vergiss aber nicht, das Bett sauber zu halten und die Z‑Offset fein zu justieren.
Filamentsensoren & Überwachung
Filamentsensoren verhindern leere Drucke, Kameras helfen beim frühzeitigen Erkennen von Fehlern. Besonders nützlich bei anspruchsvollen oder zeitintensiven Bauteilen.
Trend 4: Vom Deko‑Objekt zum funktionalen Bauteil
Immer mehr Drucke sollen im Alltag funktionieren: Gehäuse, Halter, Vorrichtungen oder Ersatzteile. Bei funktionalen Teilen ist Anisotropie zentral — hier entscheidet die Konstruktion über Erfolg oder Misserfolg.
Einfache Konstruktionsregeln für funktionale Teile
- Belastungsrichtung beachten: Richte das Teil so aus, dass Belastung nicht senkrecht zu den Schichten wirkt.
- Wandstärke erhöhen: Mehr Perimeter hilft oft mehr als viel Infill.
- Radien statt scharfer Kanten: Vermeide Spannungsspitzen.
- Schraublöcher verstärken: Einschraubmuttern, Einpressgewinde oder Metallgewindeeinsätze nutzen.
- Material passend wählen: Temperatur, UV‑Beständigkeit und mechanische Beanspruchung beachten.
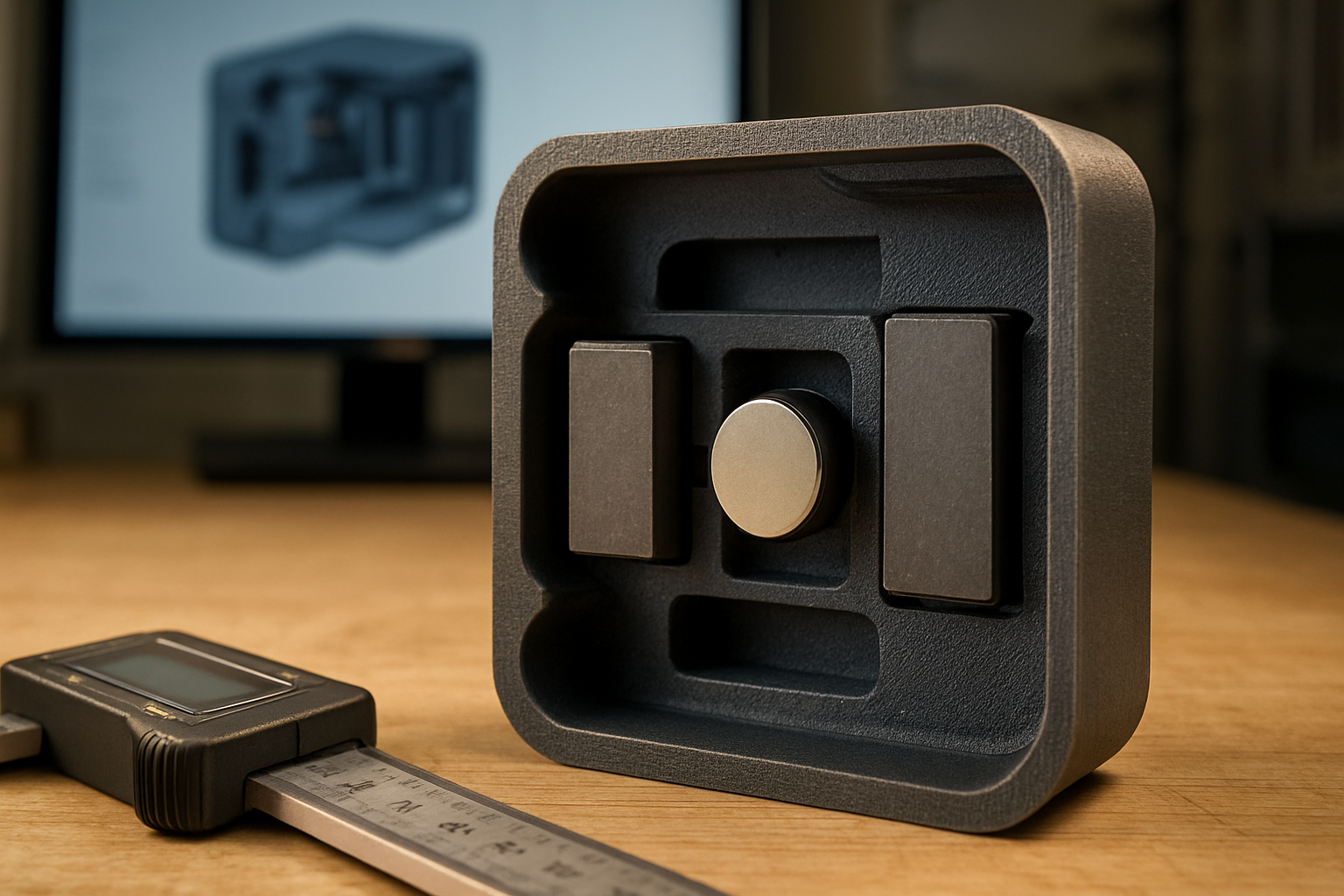
 Explosionszeichnung eines einfachen Gehäuses mit Hervorhebung von verstärkten Ecken, dickeren Wänden und Schraubbuchsen
Explosionszeichnung eines einfachen Gehäuses mit Hervorhebung von verstärkten Ecken, dickeren Wänden und Schraubbuchsen
Design for Additive Manufacturing — Denk in Möglichkeiten
Nutze Hohlräume, verschachtelte Teile oder organische Formen, dort wo traditionelle Fertigung limitiert. Aber behalte die Grenzen des FDM im Blick: Überlege immer, wie Lasten durch die Schichtstruktur fließen.
Trend 5: Nachhaltiger drucken — weniger ist oft mehr
Nachhaltigkeit heißt nicht nur Recyclingfilament kaufen. Materialeffizienz, langlebiges Design und energieeffizientes Drucken sind mindestens genauso wichtig. Oft spart clevere Geometrie mehr Material als extremes Infill.
Material sparen ohne Qualitätsverlust
Setze Material dort ein, wo es wirklichen Nutzen bringt. Testdrucke helfen, unnötige Wandstärken oder übertriebenen Infill zu vermeiden.
Die Grenzen des Recyclings
Recyclingfilamente sind eine gute Option für Deko oder Prototypen, aber die Materialeigenschaften können variieren. Bei sicherheitsrelevanten oder hochbelasteten Teilen ist Neuware oft die zuverlässigere Wahl.
Trend 6: Qualität statt nur Geschwindigkeit
Der Fokus verschiebt sich von maximaler Druckgeschwindigkeit hin zu Zuverlässigkeit und Wiederholbarkeit. Differenzierte Geschwindigkeiten (langsamer für Außenwände, schneller für Infill) verbessern Gesamtqualität ohne unnötig viel Zeit zu kosten.
Wie Geschwindigkeit die Festigkeit beeinflusst
Zuviel Geschwindigkeit kann die Layerhaftung verschlechtern, weil das Material weniger Zeit zum sauber Verbinden hat. Zu langsam kann bei manchen Materialien jedoch ebenfalls zu Nachteilen führen. Fang mit bewährten Standardwerten an und optimiere schrittweise.
Trend 7: Open Source bleibt Motor der Innovation
Open‑Source‑Firmware, Slicer und eine lebendige Community sind nach wie vor Triebfeder für Fortschritt. Für dich bedeutet das: Du findest Profile, Problemlösungen und Erfahrungswerte schnell — nutze diese Quellen, probiere aus und dokumentiere deine Ergebnisse.
Wie du Anisotropie im Alltag kontrollierst
Anisotropie lässt sich nicht ganz abschaffen, aber mit einfachen Regeln deutlich verringern.
1. Bauteil richtig ausrichten
Überlege, wo Kräfte wirken und richte das Modell so, dass die Hauptlasten in der Schichtebene laufen. Manchmal ist eine kleine Drehung im Slicer Gold wert.
2. Temperatur und Extrusion optimieren
Finde die richtige Düsen- und Betttemperatur, achte auf sauberen Materialfluss und passende Kühlung. Kleine Kalibrierprints helfen, die optimale Einstellung zu finden.
3. Mehr Wände statt nur mehr Infill
Erhöhe Perimeter statt Infill, wenn Stabilität gefragt ist. Für viele Funktionsteile sind 3–5 Außenwände ein guter Startpunkt — abhängig von Düse und Bauteilgröße.
4. Spannungsspitzen vermeiden
Runde Kanten und verstärkte Übergänge reduzieren Rissbildung. Diese klassischen Konstruktionsregeln gelten beim FDM besonders stark.
5. Testdrucke ernst nehmen
Kleine Prüfungen sparen Zeit und Material. Drucke Probekörper mit variierenden Temperaturen, Wandstärken und Orientierungen — dann zieh Schlüsse aus den Bruchstellen.
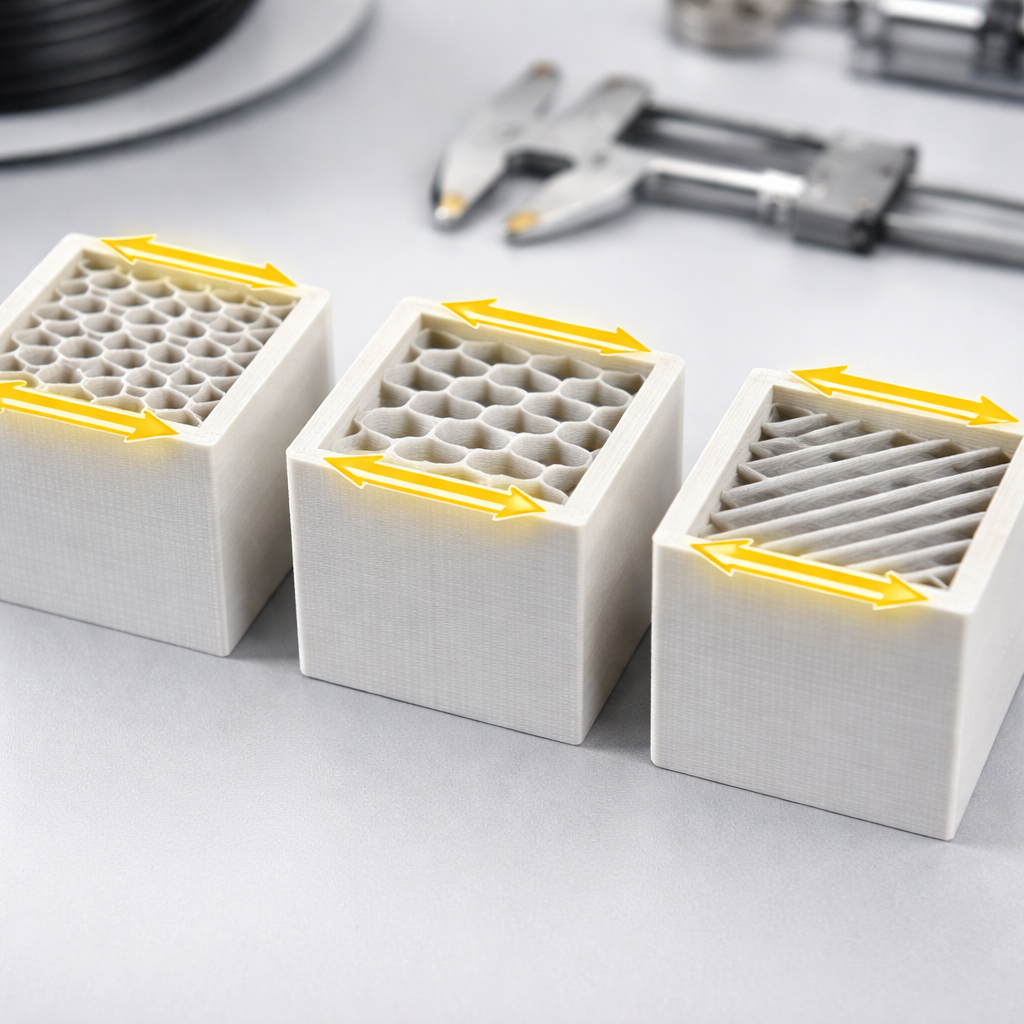 Grafik, die verschiedene Infill-Muster zeigt (Hexagon, gyroid, Linien) mit Kennzeichnung, wo Außenwände wichtiger sind
Grafik, die verschiedene Infill-Muster zeigt (Hexagon, gyroid, Linien) mit Kennzeichnung, wo Außenwände wichtiger sind
Typische Anfängerfehler — kurz und lösbar
- Bauteil bricht entlang der Schichten: Falsche Ausrichtung oder zu geringe Layerhaftung.
- Schlechte erste Schicht: Bett verschmutzt, falscher Z‑Offset oder Betttemperatur.
- Verzug an Ecken: Zu starke Abkühlung oder fehlendes Gehäuse (bei ABS).
- Lochige Oberfläche: Unterextrusion, feuchtes Filament oder fehlerhafte Flow‑Einstellung.
- Zu viel Vertrauen in Infill: Außenwände und Ausrichtung werden unterschätzt.
Blick nach vorn: Was bleibt und was kommt
Die drei treibenden Linien bleiben: bessere Materialien, intelligentere Software und mehr Automatisierung. Neue Verfahren und hybride Fertigungsansätze ergänzen das Feld. Für Einsteiger bedeutet das: Die Einstiegshürde sinkt, die Möglichkeiten wachsen — und die Grundlagen (wie Anisotropie) bleiben relevant.
Fazit: Gute Drucke entstehen durch Verständnis und Praxis
3D‑Druck ist seit Jahren im Wandel — zugänglicher und leistungsfähiger. Wenn du die Grundlagen verinnerlichst (Material, Ausrichtung, Layerhaftung, sinnvolles Design) und systematisch testest, bekommst du zuverlässig funktionale Drucke. Ein kleiner Tipp aus der Praxis: Teste schrittweise und dokumentiere deine Ergebnisse — so lernst du schneller als durch bloßes Probieren.
Viel Erfolg beim Drucken — und denk daran: Manchmal hilft dieselbe Herangehensweise wie beim Laufen: Schritt für Schritt, regelmäßig testen und bei Rückschlägen ruhig bleiben.