3D‑Druck im Aufbruch: Warum die aktuellen Trends relevant für dich sind
Der 3D‑Druck hat sich vom Hobby-Spielzeug zur echten Fertigungsoption entwickelt. Ob du Gehäuse für Mikrocontroller, Ersatzteile für die Werkstatt oder präzise Prototypen druckst — heute entscheiden nicht mehr nur die Maschine, sondern Materialwahl, Slicer und die Art, wie du das Teil im Bauraum platzierst, über Erfolg oder Frust. Dieser Artikel erklärt die wichtigsten Trends 2026 verständlich und mit praktischen Tipps, damit du bessere, robustere Teile drucken kannst.
 A close-up of different filament spools (PLA, PETG, Nylon, ASA) and a sample of carbon-fiber reinforced filament next to a hardened nozzle
A close-up of different filament spools (PLA, PETG, Nylon, ASA) and a sample of carbon-fiber reinforced filament next to a hardened nozzle
Trend 1: Mehr Tempo — aber nur, wenn die Qualität stimmt
Moderne Drucker sind merklich schneller geworden: stabilere Rahmen, leichtere Hotends und smartere Motorsteuerungen erlauben deutlich höhere Beschleunigungen als vor ein paar Jahren. Wichtig ist: Geschwindigkeit allein bringt nichts, wenn Haftung, Maßhaltigkeit oder Oberflächen leiden. Deshalb sprechen wir heute von „schnell und kontrolliert“ statt nur von Rekordwerten.
Faktoren, die Geschwindigkeit praktisch ermöglichen: steife Mechanik, direct‑drive oder leichte Bowden‑Köpfe, optimierte E‑step‑Profile, besserem Kühlmanagement und Slicer‑Optimierungen (z. B. geschickte Beschleunigungsprofile und Jerk‑Begrenzungen). Für dich heißt das: Schau nicht nur auf die Maximalgeschwindigkeit in der Werbung, sondern auf das Gesamtsystem.
Wann du Tempo zurücknehmen solltest
- Fehlerhafte erste Schicht → lieber langsamer und zuverlässigere Haftung erreichen.
- Dünne Wandstärken oder präzise Bohrungen → höhere Präzision statt schneller Durchsatz.
- Große, dünnwandige Teile → Vibrationen vermeiden, ansonsten delaminierende Schichten.
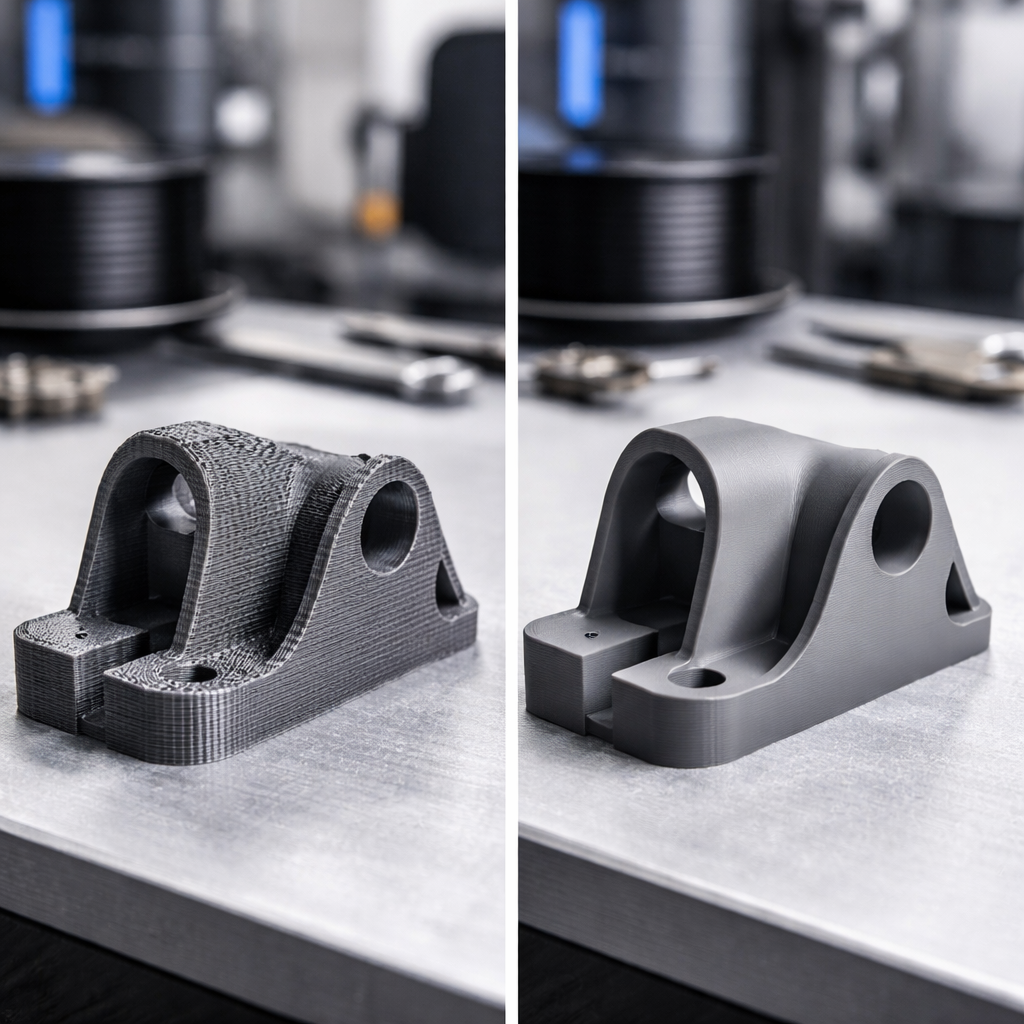 Split-screen image showing a fast-printed part with visible layer artifacts and a slower-printed part with smooth finish
Split-screen image showing a fast-printed part with visible layer artifacts and a slower-printed part with smooth finish
Wann High‑Speed wirklich Sinn macht
Hohe Druckgeschwindigkeit zahlt sich aus bei schnellen Iterationen im Prototyping, beim Ausdruck vieler kleiner Ersatzteile oder in Lehrumgebungen mit Zeitdruck. Für funktionale Einzelteile lohnt es sich, Geschwindigkeit in Testläufen gegen die geforderte Festigkeit und Oberflächenqualität abzuwägen.
Trend 2: Materialien werden spezifischer — und praktischer
Die Materialpalette wächst: neben PLA, PETG und ABS/ASA sind Nylon, technische Hochleistungskunststoffe und verstärkte Filamente inzwischen weit verbreitet. Zusätzlich entwickeln Hersteller Harze mit besserer Mechanik, weniger Geruch und höherer Temperaturfestigkeit.
Kurz und knapp: Wann welches Material?
- PLA — ideal für Einsteiger, Deko und schnelle Prototypen; limitierte Temperatur- und Schlagfestigkeit.
- PETG — robuster, etwas flexibler, gut für funktionale Teile und Gehäuse mit leichter mechanischer Belastung.
- ASA — ähnlich wie ABS, aber UV‑stabiler; prima für Außenanwendungen.
- Nylon — sehr zäh und verschleißfest, aber hygroskopisch (Vorsicht bei Lagerung und Trocknung).
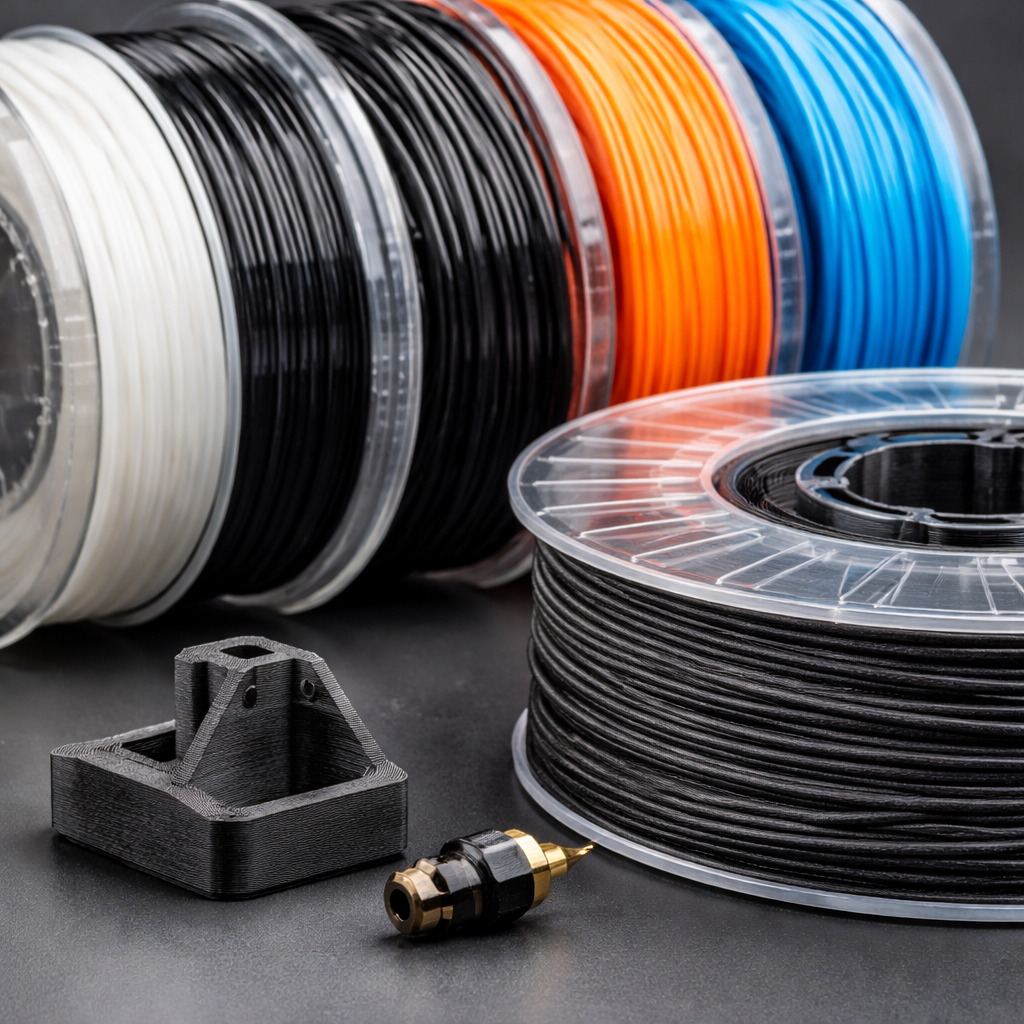
Hinweise zu faserverstärkten und gefüllten Filamenten
Kohlefaser‑ oder Glasfaser‑gefüllte Filamente erhöhen Steifigkeit, sind aber abrasiv: Standarddüsen verschleißen schnell. Verwende gehärtete Düsen und überprüfe dein Hotend auf thermische Belastbarkeit. Messe außerdem die gewünschte Zähigkeit — steifer heißt nicht immer besser, insbesondere wenn Schlagfestigkeit gefragt ist.
 Resin printing station showing gloves, mask, wash station and cured resin parts laid out neatly
Resin printing station showing gloves, mask, wash station and cured resin parts laid out neatly
Resin: feiner Detailgrad — und praktischer geworden
Harzdruck bleibt erste Wahl für sehr feine Details (Miniaturen, Dentalmodelle). Moderne Resins sind jedoch deutlich alltagstauglicher: es gibt flexible, hitzebeständige und widerstandsfähige Varianten sowie verbesserte Nachbearbeitungs‑Workflows (Waschen, Aushärten). Achtung: Sicherheitsmaßnahmen (Handschuhe, gute Belüftung) bleiben Pflicht.
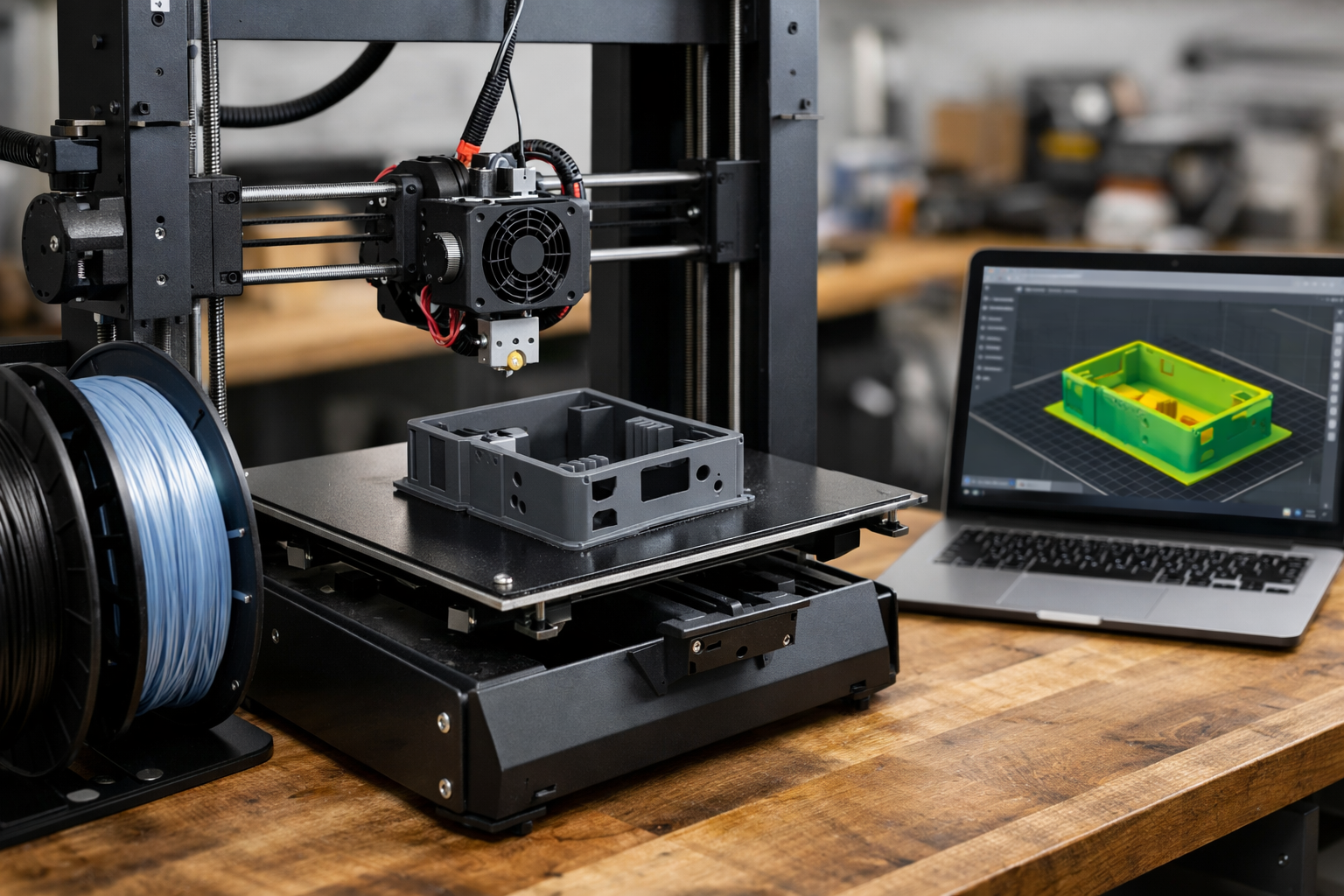
Trend 3: Slicer und Firmware werden schlauer — du musst trotzdem mitdenken
Die Slicer‑Entwicklung hat enorm an Fahrt aufgenommen. Adaptive Schichthöhen, variable Wandstärken, intelligente Support‑Algorithmen und automatische Erkennung kritischer Bereiche sparen Druckzeit und Material — oft ohne, dass du manuell viel einstellen musst. Trotzdem bleibt Wissen über Temperatur, Retraktion und Materialverhalten nützlich.
Automatisierung, die wirklich hilft
Profil‑Bibliotheken, Materialdatenbanken und Assistenten erleichtern den Einstieg. Für wiederkehrende Aufgaben zahlt sich Automatisierung aus: automatische Nivellierung, Filamentsensoren und Logging helfen, Probleme früh zu erkennen und Zeit zu sparen.
Open Source und Community‑Wissen
Viele Verbesserungen kommen aus der Community: Firmware‑Forks, Slicer‑Presets und detaillierte Druckprofile für spezifische Drucker sind wertvolle Ressourcen. Nutze sie als Ausgangspunkt, passe aber immer an dein Gerät und Material an.
 Hand holding a set of small printed test specimens labeled PLA, PETG, ASA, Nylon, and CF-reinforced with visible surface differences
Hand holding a set of small printed test specimens labeled PLA, PETG, ASA, Nylon, and CF-reinforced with visible surface differences
Trend 4: Bauteilorientierung — ein kleiner Kniff, große Wirkung
Die Orientierung eines Modells im Bauraum beeinflusst Festigkeit, Oberflächen und Supportbedarf massiv. Besonders bei FDM‑Drucken entscheidet die Schichtrichtung oft, ob ein Bauteil reißt oder hält. In der Praxis kann eine einfache Drehung um 90° die Zug‑ und Biegefestigkeit deutlich erhöhen.
So wirken sich Schichten auf die mechanische Leistung aus
Schichtverbindungen sind in vielen Fällen die schwächste Stelle. Richte kritische Belastungsrichtungen so aus, dass sie entlang der Schichten wirken — nicht quer dazu. Wenn das nicht möglich ist, plane mechanische Verstärkungen, Einlegeteile, Schraubverbindungen oder Klebeflächen ein.
 Two L-shaped brackets printed in different orientations; one broken at the corner during a bending test, the other intact
Two L-shaped brackets printed in different orientations; one broken at the corner during a bending test, the other intact
Praktische Orientierungsregeln
- Dreh das Teil so, dass Biege‑ oder Zugbeanspruchung entlang der Schichten liegt.
- Reduziere Stützen an sichtbaren Flächen; drehe das Teil, damit kritische Oberflächen nicht auf Support liegen.
- Drucke dünne, tragende Elemente längs, nicht quer zu den Schichten.
- Wenn nötig: in mehreren Teilen drucken und verschrauben/verkleben — das kann stärker sein als ein Monoblock mit ungünstiger Schichtrichtung.
Trend 5: Multimaterialdruck wird praxisnäher
Mehrere Materialien in einem Druck vereinfachen funktionale Teile: harte Strukturen plus lokale Dämpfung, transparente Bereiche, integrierte Dichtungen oder lösliche Stützen für komplexe Geometrien. Für Elektronikgehäuse bedeutet das: Zugentlastungen, flexible Knöpfe oder farbige Kennzeichnungen direkt im Druck.
Trend 6: Nachhaltigkeit — weniger Ausschuss, mehr Lebensdauer
Die Community achtet zunehmend auf Materialeffizienz und Recycling. Design for Additive Manufacturing (DfAM) — also Bauteile so entwerfen, dass sie weniger Material und Support brauchen — ist ein einfacher Hebel zur Ressourcenschonung. Recycelte Filamente sind interessant, aber ihre Qualität schwankt; teste immer vor dem Einsatz in kritischen Teilen.
Trend 7: Bessere Oberflächen — aber Nachbearbeitung bleibt wichtig
Layerlinien sind feiner, Wände sauberer, doch perfekte Oberflächen erfordern weiterhin Nacharbeit: Supportentfernung, Schleifen, Primern oder Lackieren. Ein guter Workflow spart Zeit: Vorbereitung > Druck > gezielte Nachbearbeitung.
Trend 8: KI, Sensorik und Automatisierung — Unterstützung, keine Allmacht
Kamerabasiertes Monitoring, automatische Fehlererkennung und ML‑gestützte Vorschläge für Parameter sind sinnvolle Hilfen, vor allem beim Betrieb mehrerer Drucker oder im Bildungsbereich. Sie reduzieren Hürden, ersetzen aber nicht das Verständnis für Material und Mechanik.
Praktische Tipps für deinen Einstieg
- Beginne mit PLA oder PETG und einem stabilen Profil.
- Kalibriere das Bett und die Extrusion; dokumentiere funktionierende Einstellungen.
- Drucke kleine Teststücke zur Orientierung und Materialwahl.
- Bei kohlefasergefüllten Filamenten: gehärtete Düse verwenden.
- Resin: Schütze Haut und Atemwege; sorge für saubere Nachbearbeitung.
Blick voraus: Was 2026/2027 bringt
Erwarte mehr Integration: schnellere, stabilere Desktop‑Drucker, breitere Materialpalette und deutlich intelligentere Software. Für dein Projekt bedeutet das: Mehr Optionen, aber auch mehr Simulations- und Gestaltungsüberlegungen — und damit die Chance, wirklich funktionale Bauteile selbst herzustellen.
Fazit: Technik, Praxis und Design gehören zusammen
Die wichtigsten Trends sind klare Werkzeuge für dein nächstes Projekt: Geschwindigkeit, bessere Materialien, smarte Software und die richtige Bauteilorientierung. Wenn du die Grundlagen verstehst, lässt sich mit kleinen Änderungen an Druckrichtung, Materialwahl und Slicer‑Einstellungen die Funktionalität deiner Teile massiv verbessern. Schritt für Schritt lernst du, 3D‑Druck mehr als ein Hobby zu nutzen — als verlässliche Methode zur Lösung konkreter Technik‑ und Elektronikaufgaben.