Was CF‑Filamente besonders macht — kurz und praktisch
CF‑Filamente sind Kunststoffe, denen kurze Carbonfasern beigemischt wurden. Das Ergebnis: mehr Steifigkeit, bessere Maßhaltigkeit und in der Regel eine matte, hochwertige Oberfläche. Wichtig zu wissen: Bei typischen 3D‑Druck‑Filamenten sind die Fasern kurz verteilt — sie ersetzen kein Laminat mit durchgehenden Fasern, erhöhen aber die Formstabilität und das wahrnehmbare Qualitätsgefühl.
Vorteile auf einen Blick:
- Höhere Steifigkeit und bessere Maßhaltigkeit
- Mattes Finish, das Layerlinien oft kaschiert
- Geeignet für leichte, formstabile Funktionsbauteile
Gleichzeitig gibt es klare Einschränkungen: CF‑Filamente sind abrasiv (Messingdüsen verschleißen schnell) und neigen oft zu geringerer Bruchdehnung — Teile werden steifer, manchmal spröder. Nylon‑Basen brauchen zudem konsequente Trocknung. Bei allen Zahlen in diesem Artikel gilt: Die genauen Werte variieren je nach Hersteller — prüfe immer das Datenblatt deines Materials.
Welches CF‑Material passt zu deinem Projekt?
Wähle das Basismaterial nach Funktion, nicht nach dem „CF“ im Namen. Kurz zusammengefasst:
- CF‑PLA: Einfach zu drucken, hohe Steifigkeit, gute Optik, begrenzte Wärmebeständigkeit — ideal für Prototypen, Gehäuse, Halter.
- CF‑PETG: Robust und temperaturstabiler als PLA, gut für funktionale Alltagsbauteile.
- CF‑ABS: Höhere Temperaturfestigkeit, aber anspruchsvoll beim Druck (Warping, Geruch, Enclosure empfohlen).
- CF‑Nylon (PA‑CF): Höchste mechanische Performance, sehr feuchtigkeitsempfindlich und prozesskritisch.
Faustregel: CF‑PLA für schnell gute Optik und einfache Funktion, CF‑PETG für robustere Anwendungen, CF‑Nylon wenn Zähigkeit und Dauerfestigkeit oberste Priorität haben.
Drucker und Hardware: worauf du priorisiert achten solltest
Bei CF‑Materialien sind drei Hardware‑Punkte besonders wichtig:
- Verschleißfeste Düse: Gehärteter Stahl, Rubindüse oder andere verschleißfeste Nozzles sind die Mindestinvestition.
- Saubere Filamentführung: Extruderzahnräder, PTFE‑Führungen und das Hotend ohne Spiel reduzieren Staus und Flattereffekte.
- Stabile Mechanik und Temperaturkontrolle: Bowden funktioniert, Direct‑Drive ist bei steiferen Filamenten jedoch oft einfacher zu handhaben.
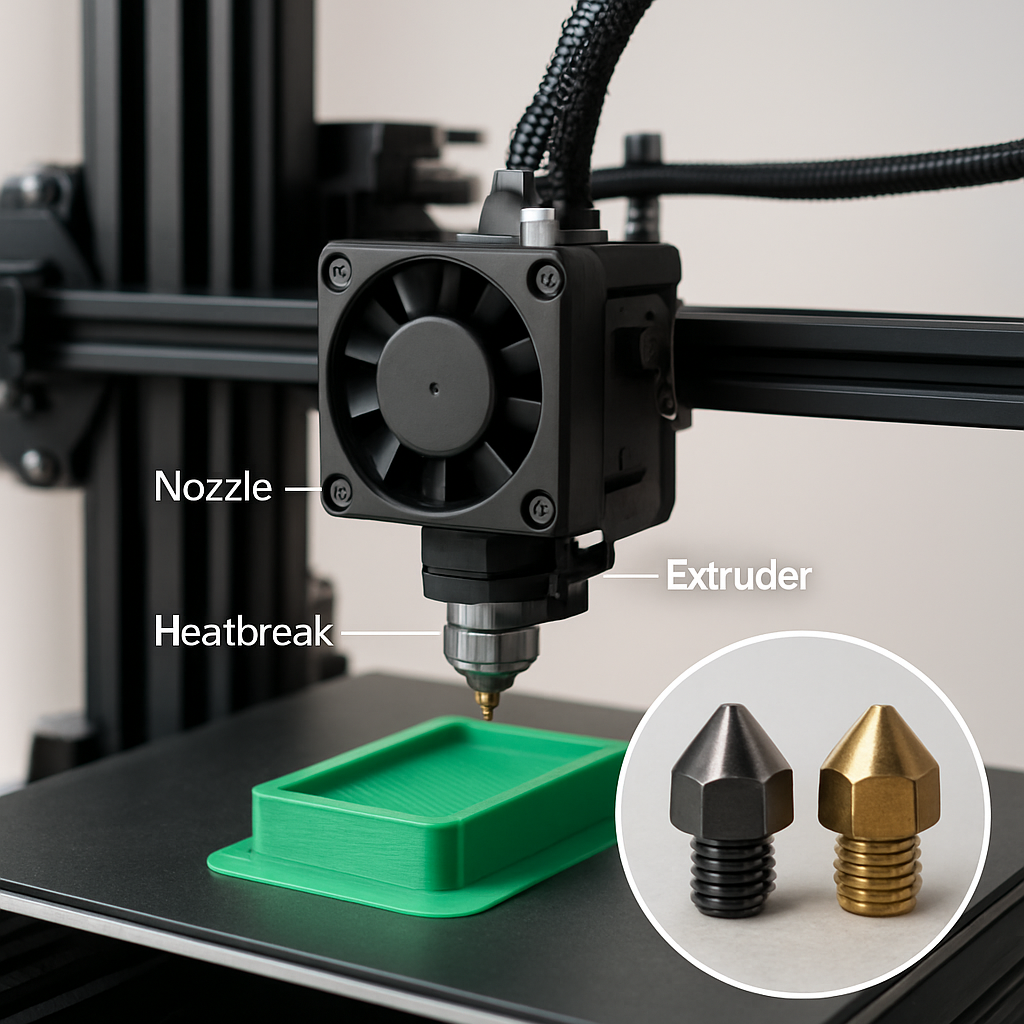 Photograph of a 3D printer with a direct-drive extruder, labeled parts (nozzle, heatbreak, extruder) and a separate inset showing a hardened steel nozzle next to a worn brass one
Photograph of a 3D printer with a direct-drive extruder, labeled parts (nozzle, heatbreak, extruder) and a separate inset showing a hardened steel nozzle next to a worn brass one
Weitere Tipps:
- Prüfe den Filamentpfad auf rauhe Kanten oder Verklemmen.
- Stelle sicher, dass das Hotend saubere Temperaturkurven liefert (keine starken Schwankungen).
- PEI‑Platten oder Glas mit geeigneter Haftfolie funktionieren gut als Druckbett.
Filament trocknen und lagern — so vermeidest du typische Fehler
Besonders CF‑Nylon nimmt schnell Feuchtigkeit auf — das führt zu Knacken, Blasen und schlechter Oberflächenqualität. Auch CF‑PLA und CF‑PETG profitieren deutlich von trockener Lagerung.
 Drybox setup with a filament spool inside, desiccant packets, and a small hygrometer visible through a transparent lid
Drybox setup with a filament spool inside, desiccant packets, and a small hygrometer visible through a transparent lid
Praktische Richtwerte (orientierend, immer Herstellerangaben prüfen):
- PA‑CF / Nylon: ca. 70–80 °C für 6–12+ Stunden (bei starker Feuchte länger)
- PETG‑CF: ca. 60–65 °C für 4–8 Stunden
- PLA‑CF: eher 45–55 °C für 4–6 Stunden (Vorsicht: Spulendeformation bei zu hoher Wärme)
Tipps zur Lagerung: Spulen in luftdichten Boxen mit Silikagel, Filament direkt aus der Trockenbox zuführen, nach dem Druck Reste luftdicht versiegeln. Anzeichen für Feuchte: Knistern/Zischen an der Düse, Blasen, vermehrtes Stringing oder matte, raue Schichten.
Einstellungen: konservativ starten, dann schrittweise optimieren
Beginne mit moderaten Werten und verändere pro Testlauf nur eine Stellschraube. Typische Startwerte (herstellerabhängig):
- CF‑PLA: Düse 200–220 °C, Bett 50–60 °C, Lüfter 70–100 %, 40–60 mm/s
- CF‑PETG: Düse 230–250 °C, Bett 70–85 °C, Lüfter 20–50 %, 30–50 mm/s
- CF‑Nylon / PA‑CF: Düse 250–290 °C, Bett 70–100 °C, Lüfter 0–30 %, 20–40 mm/s
Wesentliche Slicer‑Parameter:
- Layerhöhe: 0,12–0,24 mm (je nach Detailanspruch)
- Wandstärke: mindestens 3 Perimeter, bei Belastung 4+
- Infill: 20–35 % normal; 40–60 % bei mechanischer Belastung
- Retraktion: moderat (zu viel kann den Fluss stören)
- Flow: leicht kalibrieren; viele CF‑Filamente profitieren von etwas reduziertem Flow
Warum eher langsam? Die Partikel im Material machen den Fluss träger — langsamere Druckgeschwindigkeit verbessert die Schichthaftung und reduziert Delamination.
Sicherheit, Gesundheit und ESD
Staub und Abrieb beim Nachbearbeiten sind echte Risiken: Beim Schleifen entstehen feine Partikel, die du nicht einatmen solltest. Bearbeite CF‑Teile nach Möglichkeit unter Absaugung, benutze eine Partikelfilter‑Maske (FFP2/FFP3) und reinige Arbeitsflächen gründlich.
 Workshop scene with a person wearing a protective mask and using a small dust extractor while sanding a CF-printed part
Workshop scene with a person wearing a protective mask and using a small dust extractor while sanding a CF-printed part
Zu ESD: CF‑gefüllte Kunststoffe können je nach Rezeptur antistatisch oder leitfähig sein — sie sind nicht automatisch ESD‑sicher. Plane Elektronikgehäuse deshalb nur dann als ESD‑geeignet ein, wenn der Hersteller entsprechende Werte nennt.
Grundregeln: Handschuhe beim Bohren/Schleifen, Abstand zu offenen Flammen, und immer den Drucker abkühlen lassen vor Wartung.
Schritt für Schritt: ein kompakter Ablauf
Ein bewährter Ablauf vor dem ersten Druck:
- Filament prüfen (Spule, Trockenheit)
- Hardware: gehärtete Düse einbauen, Filamentpfad prüfen
- Slicerprofil laden, konservative Startwerte wählen
- Erste Schicht sorgfältig einstellen (Z‑Offset, Bettreinigung)
- Testdruck (20‑mm‑Würfel, kleines funktionales Teil) und messen
Beim Feintuning: nur eine Variable pro Test ändern. Messe Maßhaltigkeit, Oberflächenbild, Schichthaftung und Verzug nach jedem Versuch.
Typische Probleme — schnelle Lösungen
- Stringing: Erst Filament trocknen, dann Retraktion und Düsentemperatur prüfen.
- Schichthaftung schlecht: Höhere Düsentemperatur, weniger Lüfter, sauberes Bett, ggf. Enclosure.
- Düse verstopft: Prüfe auf Abrieb, reinige Hotend, setze verschleißfeste Düse ein.
- Verzug: Kühlung reduzieren, Druckgeschwindigkeit verringern, geschlossenen Bauraum nutzen.
Nachbearbeitung und typische Einsatzfelder
Entgraten, langsames Schleifen mit feinem Papier, langsames Bohren mit scharfen Metallbohrern — und immer Absaugung/Schutzmaske nutzen. Für belastete Verschraubungen sind Gewindeeinsätze oft robuster als direkt geschnittene Gewinde.
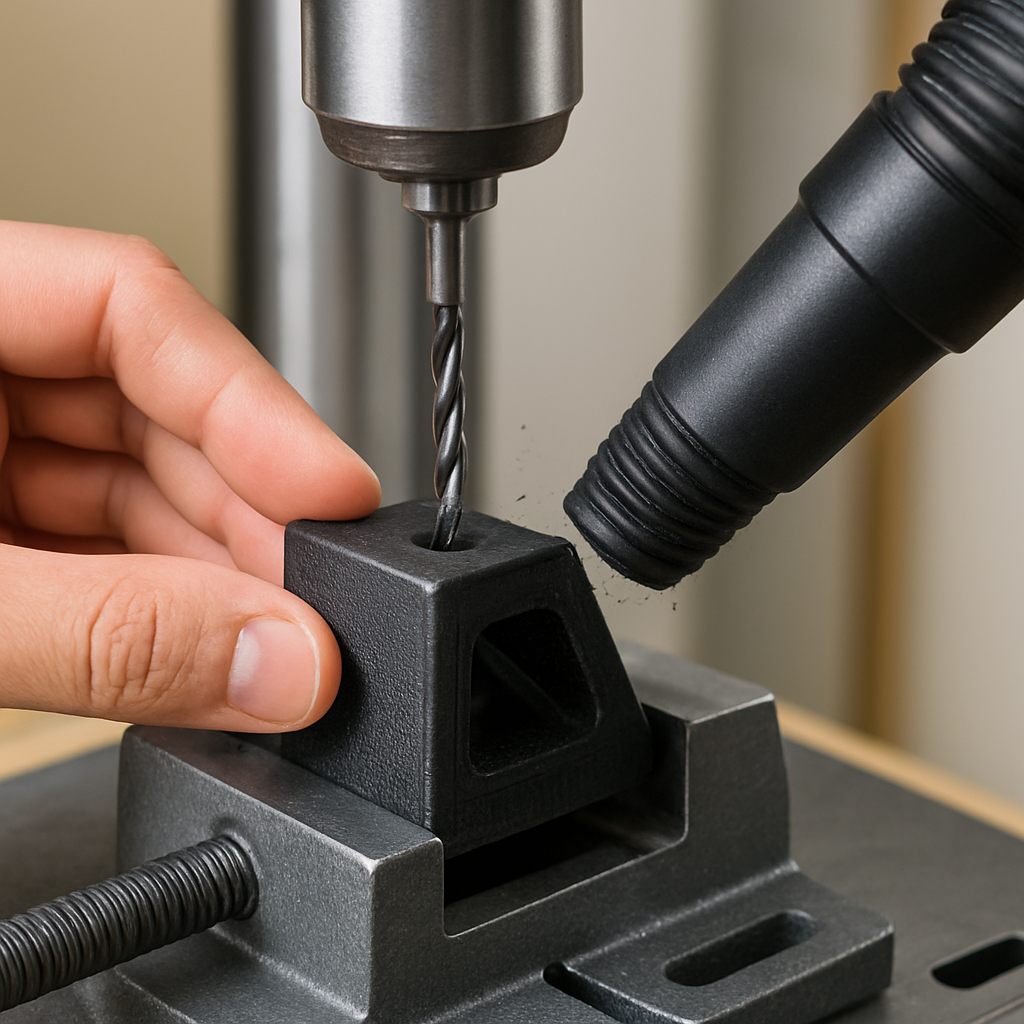 Hands performing slow drilling into a small CF-printed part with the part clamped; visible drill bit and dust extractor hose
Hands performing slow drilling into a small CF-printed part with the part clamped; visible drill bit and dust extractor hose
Bewährte Einsatzbereiche: Halterungen, Gehäuse, Drohnenarme, Greifer, Lehren und Vorrichtungen, funktionale Prototypen. Grenzen: Teile, die Biegung oder Elastizität erfordern, sind mit CF oft ungeeignet (spröder als flexible Materialien).
FAQ — kurz und knapp
Messingdüse? Kurz möglich, aber wirtschaftlich unsinnig: gehärtete Düse ist Pflicht, wenn du regelmäßig CF druckst.
CF‑PLA oder CF‑PETG für Anfänger? CF‑PLA ist meist der bessere Einstieg — einfacher zu drucken und genügsamer gegenüber Umgebung.
Wie oft Düse wechseln? Abhängig von Nutzung; Messing kann schon nach 1–3 Spulen sichtbar leiden. Gehärtete Düsen halten deutlich länger.
Gehäuse nötig? Für CF‑PLA nicht zwingend; für CF‑PETG und besonders CF‑Nylon sehr empfehlenswert.