Warum 3D-Druck 2026 für Einsteiger so spannend ist
2026 ist der Einstieg in den 3D-Druck leichter geworden. Viele Geräte bieten einfache Assistenten, automatische Bettnivellierung und praktische Materialprofile im Slicer. Firmware-Projekte wie Klipper haben außerdem die Community-Geräte beschleunigt und bieten Optionen wie Input Shaping für ruhigere, präzisere Drucke - bei vielen Anwendern, nicht zwingend bei jedem Massenmodell.
Für dich bedeutet das: weniger Frust und mehr Erfolgserlebnisse. Mit einem FDM-Drucker kannst du Prototypen testen, Ersatzteile nachdrucken, Gehäuse für Elektronik bauen oder Halterungen für Alltag und Hobby fertigen. FDM bleibt für Einsteiger oft die sinnvollste Wahl: günstig, vielseitig und gut dokumentiert.
Voraussetzungen und Materialliste für deinen Start

Du brauchst kein Profi-Labor - ein solides Einsteiger-Setup reicht. Achte auf ein Gerät mit stabiler Mechanik, Auto-Leveling (oder einfache manuelle Verstellbarkeit) und einem Slicer, der gute Presets mitbringt, z. B. Cura, PrusaSlicer oder Bambu Studio.
- 3D-Drucker: Einsteigerfreundliches FDM-Modell mit stabilem Rahmen
- Filament: PLA zum Start; später PETG oder TPU je nach Bedarf
- Slicer: Cura, PrusaSlicer, Bambu Studio oder hersteller-Software
- Werkzeug: Seitenschneider, Spachtel, Pinzette, Messschieber
- Sicherheit: hitzebeständige Unterlage, gute Lüftung; Schutzbrille bei Teilen mit Spritzern
Temperaturwerte sind stets Richtwerte: PLA druckt typischerweise bei etwa 190-220 °C an der Düse und 50-60 °C auf dem Bett; PETG eher 220-250 °C mit 60-80 °C Bett; TPU variiert stark je nach Härtegrad und Extrudertype. Verlasse dich auf Herstellerangaben des Filaments als Ausgangspunkt.
Welcher 3D-Drucker passt zu dir?
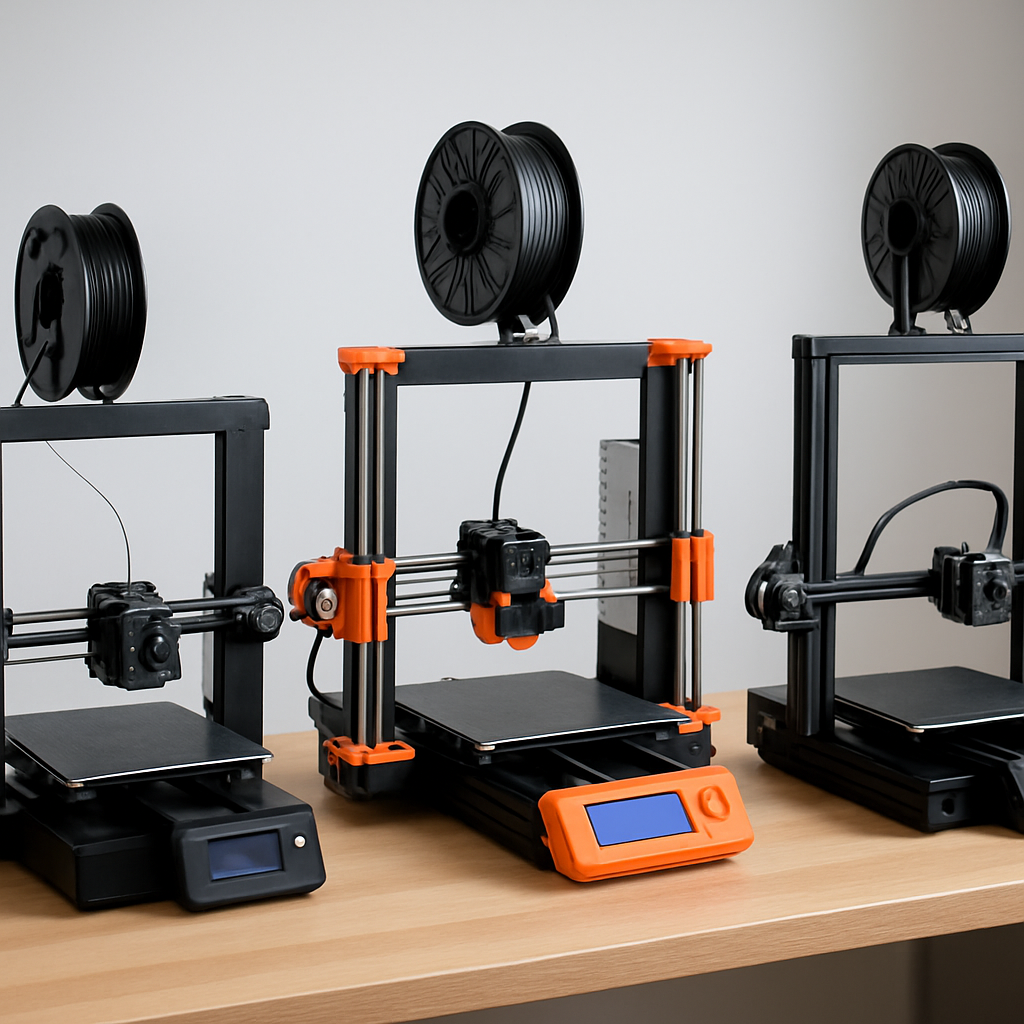
Für Einsteiger ist FDM meist die richtige Wahl. Achte bei der Auswahl auf diese Punkte:
- Bauvolumen: 200-250 mm Kantenlänge reicht für die meisten Hobbyprojekte.
- Auto-Leveling: Spart Zeit bei der Einrichtung - gute Option für Einsteiger.
- Direct-Drive vs. Bowden: Direct-Drive ist praktischer für flexible Materialien wie TPU.
- Lautstärke: Viele Modelle sind wohnzimmertauglich; typische Betriebslautstärke liegt oft zwischen 35-50 dB, abhängig vom Standort und Lüftersteuerung.
- Preis: Einsteigergeräte beginnen oft im Bereich von etwa 200-500 Euro; besser ausgestattete Modelle liegen darüber.
Einige Aussagen, die du mit Vorsicht lesen solltest: Extrem hohe Druckgeschwindigkeiten (z. B. über 200 mm/s) sind bei Massenmodellen möglich, erfordern aber oft spezielle Mechanik und Feintuning. Für saubere Einsteigerdrucke sind moderate Druckgeschwindigkeiten (typisch 30-80 mm/s fürs Drucken) empfehlenswerter.
SLA lohnt sich, wenn du sehr feine Details brauchst; SLS ist meist professionell und teuer. Für Hobby, Basteln und Elektronikgehäuse ist FDM in den meisten Fällen die praktischste Wahl.
Den Drucker einrichten: Auspacken, montieren, prüfen
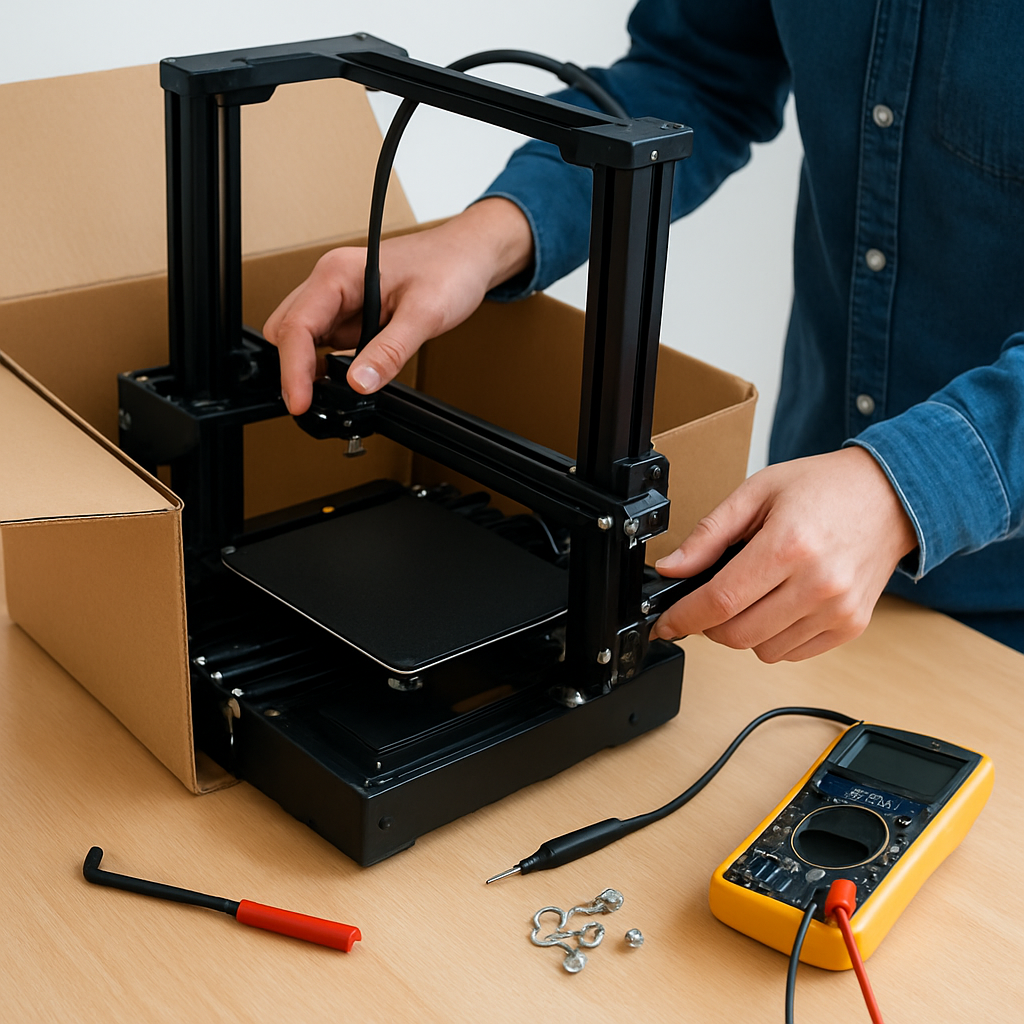
Ein sauberer Aufbau reduziert spätere Fehler. Prüfe beim Auspacken: Sind alle Teile und Werkzeuge vorhanden? Sitzen Schrauben fest, aber nicht überdreht? Sind Riemen straff, ohne übermäßig gespannt zu sein? Bewege die Achsen per Hand - sie sollten leichtgängig laufen.
Kontrolliere Kabelwege, damit keine Leitungen an beweglichen Teilen scheuern. Viele Geräte bieten inzwischen Firmware-Updates; spiele diese vor dem ersten Druck ein, wenn sie Stabilität oder Sicherheitsverbesserungen bringen. Speichere deine Basiseinstellungen (Bett, Z-Offset, Filamentprofil), damit du bei Bedarf schnell wieder starten kannst.
Slicer verstehen: So werden aus Modellen echte Drucke
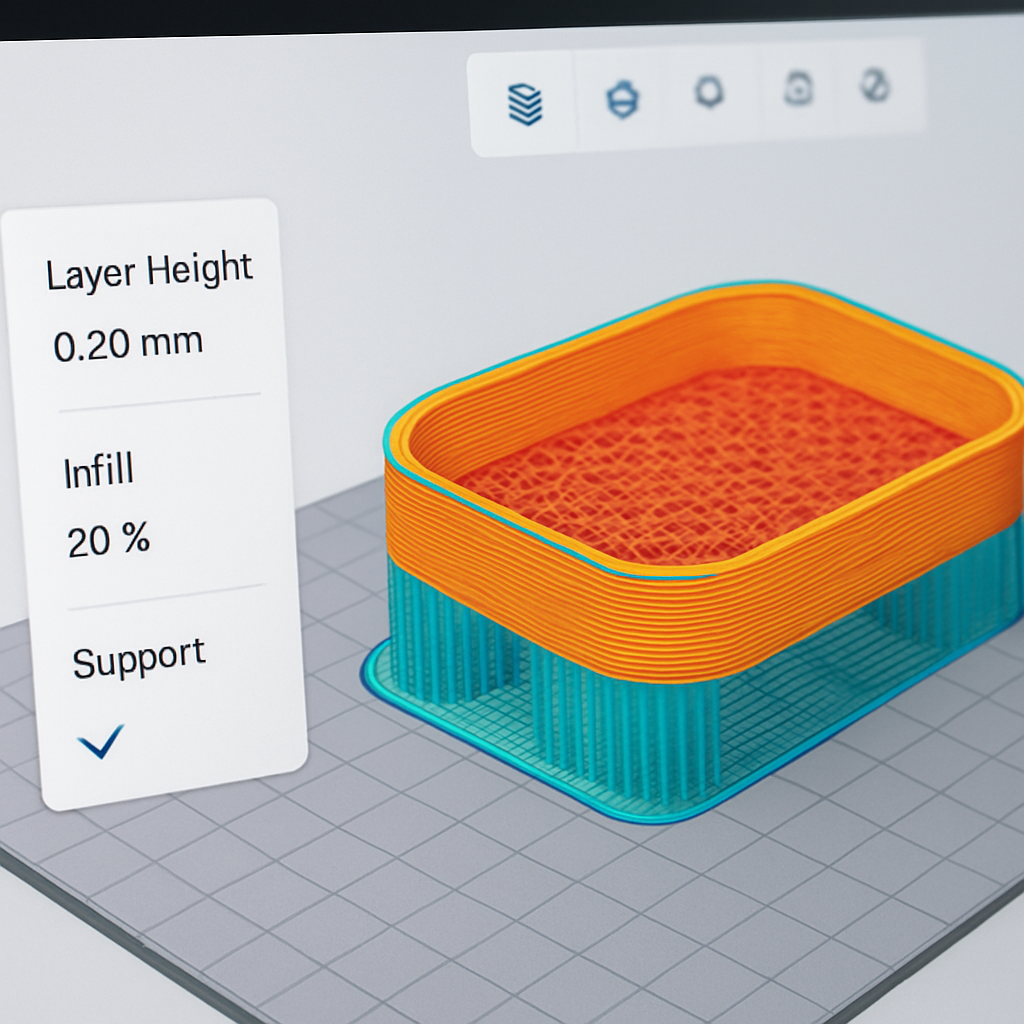
Der Slicer verwandelt dein 3D-Modell in Druckanweisungen. Moderne Slicer bieten intelligente Presets, automatische Stützstrukturen und adaptive Schichthöhen - das macht den Einstieg einfacher. Dennoch lohnt es sich, die wichtigsten Parameter zu kennen:
- Schichthöhe: Feinere Schichten = mehr Detail, aber deutlich längere Druckzeiten.
- Wandstärke: Bestimmt die Stabilität der Außenhülle - 2-3 Wandlinien sind oft ein guter Start.
- Infill: Regelt Steifigkeit und Gewicht; für Deko wenig, für funktionale Teile mehr.
- Stützstrukturen: Werden bei Überhängen nötig; viele Slicer platzieren sie automatisch sinnvoll.
Nutze zuerst die Einsteiger-Presets deines Slicers. Wenn du sie änderst, passe immer nur eine Variable pro Testdruck an - so findest du schneller die Ursache bei Problemen.
Das 3D-Modell vorbereiten und richtig exportieren
Prüfe Maßstab, Ausrichtung und Wandstärken, bevor du exportierst. STL ist universell, 3MF speichert zusätzlich Einheiten, Farben und mehrere Teile - praktisch beim Austausch zwischen CAD und Slicer. Achte auf typische Fehler wie falsche Skalierung oder zu dünne Wände.
Dein erster Druck: Schritt für Schritt zum Erfolg

Der erste Layer entscheidet oft über Erfolg oder Misserfolg. Ablaufvorschlag:
- Reinige das Bett (fusselfreies Tuch + Isopropanol oder Herstellerhinweis).
- Filament sauber einführen und Extrusion prüfen (Handvordruck, sauberer Materialfluss).
- Starte ein kleines Testmodell (Kalibrierwürfel oder Benchy) mit Presetwerten.
- Beobachte die ersten Minuten: Haftung, Stringing, Verzug, ungewöhnliche Geräusche.
Lass das Teil vollständig abkühlen, bevor du es abhebst - das reduziert das Risiko von Verformungen beim Entfernen.
Kalibrierung und Feintuning für saubere Ergebnisse
Die drei Basiseinstellungen sind Bett-Leveling, Z-Offset und Flow. Gute Mesh-Vermessung und ein korrekt eingestellter Z-Offset sorgen für saubere erste Schichten. Flow-Anpassungen vermeiden über- oder unterextrudierte Wände.
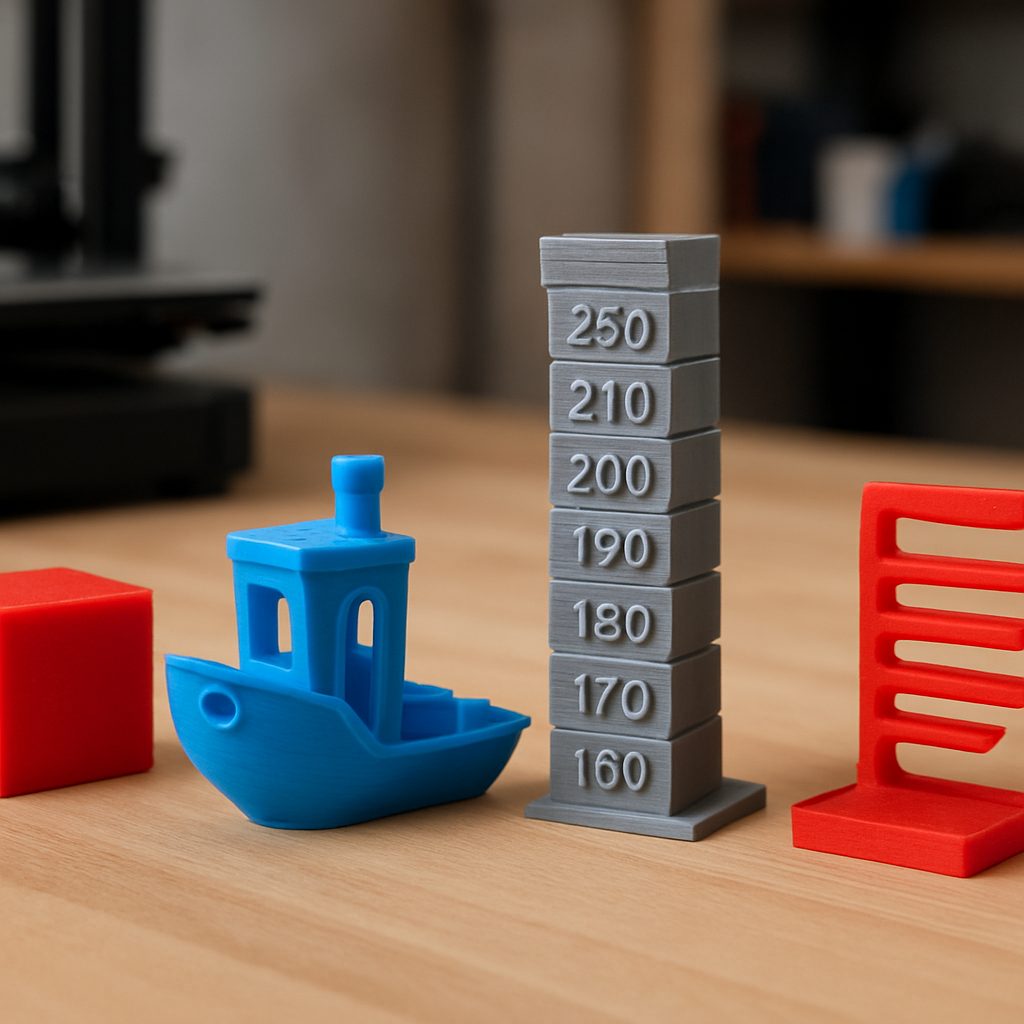
Praktische Tests: Ein Temperaturturm findet die optimale Düsentemperatur, Retract-Tests reduzieren Stringing, und Benchy zeigt viele typische Schwachstellen. Notiere funktionierende Werte für jedes Filament - das spart später Zeit.
Typische Probleme beim 3D-Druck - und was du dagegen tun kannst

Gehe systematisch vor: Beobachte das Symptom, dann teste eine plausible Ursache. Häufige Probleme und schnelle Gegenmaßnahmen:
- Haftungsprobleme: Bett reinigen, Z-Offset prüfen, erste Schicht langsamer drucken.
- Stringing: Temperatur reduzieren, Retraktion anpassen, Filament trocknen.
- Warping: Luftzug vermeiden, Betttemperatur erhöhen, geschlossener Bauraum hilft.
- Layer Shift: Riemen, Rollen und mechanische Hindernisse prüfen.
Filament trocknen und korrekt lagern ist 2026 noch wichtiger geworden - viele Druckprobleme lassen sich so verhindern.
3D-Druck für Elektronikprojekte: Gehäuse, Halterungen und Prototypen

Für Elektronikprojekte ist 3D-Druck praktisch: Du kannst passgenaue Gehäuse, Abstandshalter und Frontplatten in wenigen Iterationen herstellen. Plane Öffnungen großzügig, damit Steckverbinder, Taster und Displays passen. Für Gehäuse sind 2-3 mm Wandstärke oft ein guter Start; bei mechanischer Belastung entsprechend mehr.
Achte auf Wärmeführung: Aktive Bauteile brauchen Luftöffnungen oder Kühlkörper. Isoliere scharfe Kanten mit Fasen oder kleinen Tüllen, und berücksichtige ESD-Empfindlichkeit bei empfindlicher Elektronik.
Pflege, Wartung und Filament richtig lagern

Regelmäßige Pflege verlängert die Lebensdauer deines Druckers. Entferne Filamentreste von der Düse, nutze bei Bedarf Cold-Pulls und reinige das Bett regelmäßig. Lager das Filament trocken in Boxen mit Silikagel - feuchte Filamente führen zu Porosität, Stringing und unruhiger Extrusion.
Verschleißteile wie Düsen, Riemen und Lager sollten in regelmäßigen Abständen kontrolliert werden. Einfache Routine: nach jedem Druck kurz prüfen, wöchentlich reinigen und monatlich mechanisch kontrollieren.
Häufige Fragen zum 3D-Druck 2026
Was kostet der Einstieg?
Ein brauchbares Einsteiger-Setup kostet oft 200-500 Euro für den Drucker, plus Filament und Werkzeug. Wer mehr Komfort will, sollte ein größeres Budget einplanen.
Wie lange dauert ein kleiner Druck?
Kleine Teile brauchen meist 30 Minuten bis wenige Stunden - abhängig von Schichthöhe, Infill und Druckgeschwindigkeit.
PLA oder PETG?
PLA ist ideal für den Start: leicht zu drucken und für viele Anwendungen ausreichend. PETG ist robuster und temperaturbeständiger, eignet sich für funktionale Teile.
Ist 3D-Druck sicher?
Ja, mit einfachen Regeln: heiße Düse nicht berühren, gute Lüftung bei langen Drucksitzungen, Drucker nicht in brenngefährlichen Situationen unbeaufsichtigt lassen.