Warum 3D‑Druck 2026 so gut für Einsteiger funktioniert
3D‑Druck ist 2026 kein reines Hobby für Technikenthusiasten mehr. Selbst günstige oder mittelpreisige FDM‑Drucker liefern heute schnell brauchbare Ergebnisse: Kabelhalter, Ersatzclips, Gehäuse für Elektronik oder kleine Werkzeuge sind im Alltag nützlicher denn je. Für STEM‑Projekte heißt das: Ideen werden rasch greifbar und testbar – vom Bildschirm ins reale Bauteil in wenigen Stunden.
Die größten Fortschritte der letzten Jahre betreffen Bedienkomfort und Druckqualität: Auto‑Bed‑Leveling (verschiedene Sensorarten), Input‑Shaping (zur Dämpfung von Vibrationen bei passenden Firmwares/Setups) und häufiger geschlossene Gehäuse sorgen für verlässlichere Ergebnisse. Außerdem haben sich Open‑Source‑Projekte wie Klipper in vielen Community‑Setups etabliert, weil sie Geschwindigkeit und Bewegungssteuerung verbessern. Gleichzeitig ist die Materialpalette breiter geworden: PLA+, PETG und TPU sind leicht erhältlich und eröffnen viele Anwendungsmöglichkeiten.
Was du vor dem ersten Druck wirklich brauchst
Für den Start genügt eine überschaubare Grundausstattung: ein 3D‑Drucker (FDM), passendes Filament, Seitenschneider, Spachtel, Isopropanol zur Reinigung und ein PC oder Laptop für den Slicer. Optional, aber empfehlenswert: ein Messschieber, Ersatzdüse(n) und eine federstahlbeschichtete PEI‑Platte.

Für Einsteiger ist FDM/FFF meist die beste Wahl: preiswert, flexibel und verzeihend. Achte beim Kauf auf Auto‑Leveling, Filament‑Sensor und Resume‑Print – das reduziert Lehrgeld. Wenn du später TPU und andere flexible Materialien drucken willst, ist ein Direct‑Drive‑Extruder praktisch; SLA bleibt eine gute Wahl für sehr feine Details, bringt aber mehr Nacharbeit mit sich.
So funktioniert 3D‑Druck in einfachen Worten
Ein 3D‑Drucker baut Objekte Schicht für Schicht auf. Du erstellst oder lädst ein 3D‑Modell, der Slicer zerlegt es in dünne Ebenen und erzeugt den G‑Code – die Schritt‑für‑Schritt‑Anleitung für den Drucker. Einstellungen im Slicer beeinflussen oft mehr als das Modell selbst; gute Standardprofile sparen Zeit.
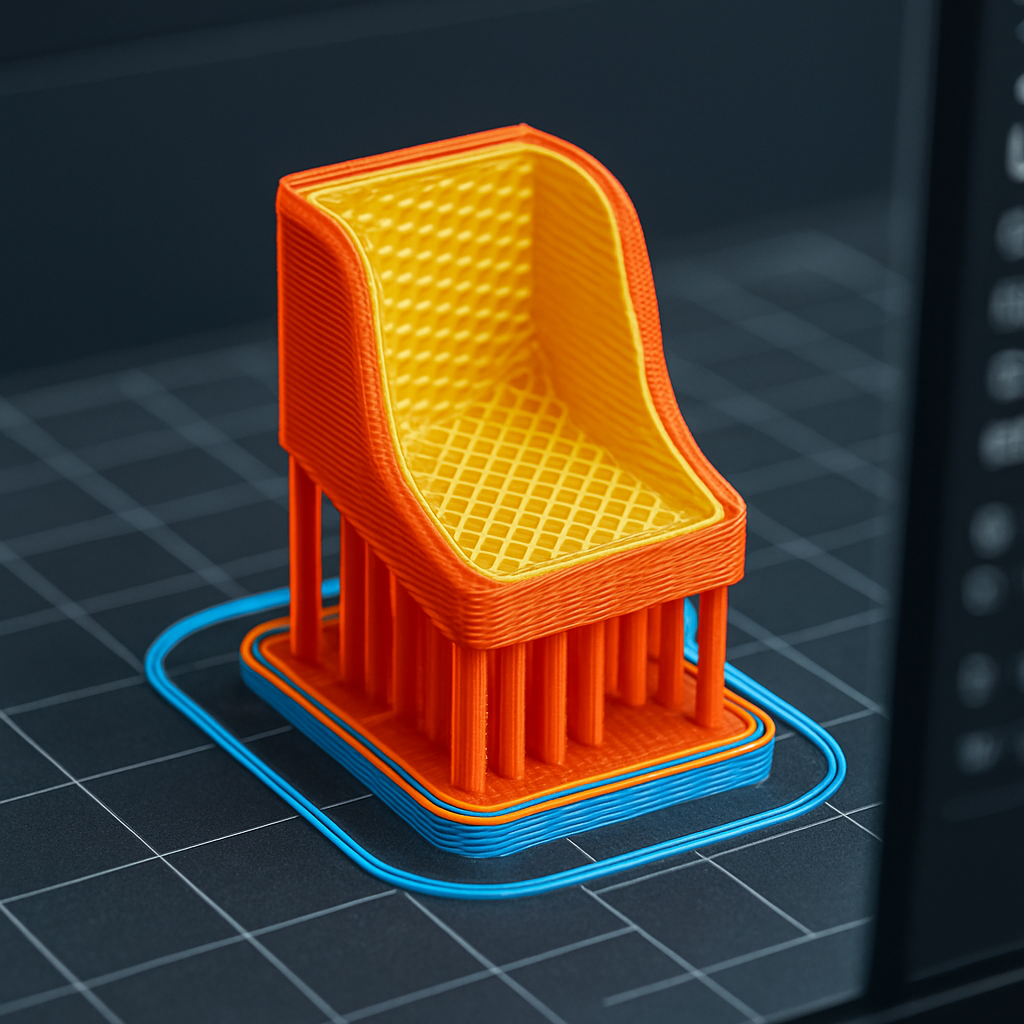
Wichtige Begriffe kurz erklärt: Layer (Schichten), Infill (Innenfüller), Support (Stützstrukturen), Nozzle (Düse) und Build Plate (Druckplatte). FDM/FFF schmilzt Filament, SLA härtet Harz mit Licht, SLS verschmilzt Pulver – letztere beiden Verfahren sind für Einsteiger seltener sinnvoll.
Den richtigen Drucker auswählen: Worauf es 2026 wirklich ankommt
Teuer heißt nicht automatisch besser. Entscheidend sind Druckvolumen, Stabilität, Ersatzteil‑Verfügbarkeit und Community‑Support. Für Einsteiger sind Auto‑Bed‑Leveling, Filament‑Sensor und Resume‑Print besonders praxisrelevant. Weitere Komfortmerkmale: leise Treiber, Kameramonitoring und gut gepflegte Software‑Profile.

Achte außerdem auf maximale Düsen‑ und Heizbett‑Temperatur (für PETG, ABS, Nylon etc.), auf ein geschlossenes Gehäuse bei wärmeempfindlichen Materialien und auf einen belastbaren Extruder (Dual‑Gear), wenn du viele flexible oder abrasive Filamente drucken willst. Wichtig: Checke, ob das Gerät Klipper oder Marlin unterstützt und ob es eine aktive Nutzer‑Community gibt.
Software und Slicing: schnell praktisch werden
Der Slicer entscheidet maßgeblich über das Druckergebnis. Für den Start genügt oft ein Standardprofil. Schlüsselfaktoren sind Layerhöhe (0,2 mm ist ein guter Allround‑Wert), Wandstärke (2–3 Linien), Infill (15–20 % für viele Teile), Support‑Einsatz nur bei Bedarf, moderate Geschwindigkeit und passende Temperaturen.
Gängige Tools sind Cura, PrusaSlicer und OrcaSlicer; viele Hersteller liefern eigene Profile. Nutze die Vorschau, um Druckbahnen zu prüfen, und speichere bewährte Profile, statt bei jedem Druck komplett neu zu beginnen.
Den Drucker einrichten und kalibrieren — die vier wichtigen Dinge
Konzentriere dich zu Beginn auf vier Punkte: Bett nivellieren, Z‑Offset, Extruder‑Flow und ein Temperaturtest. Das reicht für deutlich bessere Resultate – alles Weitere ist Feintuning.
Z‑Offset ist oft der wichtigste Wert: Bei einer 0,4‑mm‑Düse sollte die erste Schicht Linien bilden, die leicht zusammengedrückt nebeneinanderliegen. Justiere in kleinen Schritten (z. B. 0,02 mm) und drucke die erste Schicht langsam (15–25 mm/s), um das Ergebnis zu prüfen. Für den Flow‑Test drucke einen Kalibrierwürfel und messe; moderne Firmware‑Funktionen wie Pressure Advance oder Input Shaping (wenn verfügbar) helfen zusätzlich, ersetzen aber keine saubere Grundeinstellung.
Das richtige Material wählen: PLA, PETG, TPU — kurz und praktisch
Für Einsteiger reichen meist drei Materialien: PLA (einfach, 190–220 °C, wenig Verzug), PETG (robuster, 220–250 °C, weist mehr Stringing‑Risiko auf) und TPU (flexibel, langsam drucken). ABS, Nylon oder faserverstärkte Materialien sind eher fortgeschritten: sie verlangen höhere Temperaturen, geschlossene Gehäuse oder gehärtete Düsen.

Lagerung ist wichtig: Filament nimmt Feuchtigkeit auf. Trockenbox oder luftdichte Beutel mit Silicagel verbessern die Druckqualität deutlich. Feuchtes Filament lässt sich oft durch Trocknen retten.
Dein erster Druck: Schritt für Schritt
Starte mit einem einfachen Testobjekt (Kalibrierwürfel oder Benchy). Lade ein Standardprofil, prüfe Layerhöhe und Materialeinstellungen, aktiviere Supports nur wenn nötig und beobachte die erste Schicht genau: Haftung, gleichmäßige Extrusion und saubere Ecken sind entscheidend. Wenn etwas nicht stimmt, lieber früh abbrechen und korrigieren.
Fehler erkennen und schnell lösen — die Kurzlogik
Viele Probleme lassen sich mit einer Wenn‑Dann‑Logik lösen: Stringing → Temperatur in 5 °C‑Schritten senken, Retraction prüfen; Warping → Bett reinigen, erste Schicht langsamer, ggf. Haftmittel oder geschlossener Bauraum; Underextrusion → Flow, Düse, Extruder‑Zahnrad prüfen; Layer Shift → Riemen, Motorstrom, Beschleunigungswerte prüfen. Ändere immer eine Variable und teste erneut.
3D‑Druck trifft Elektronik: Gehäuse, Halterungen und nützliche Projekte
Für Elektronikprojekte ist 3D‑Druck ein großer Gewinn: maßgeschneiderte Gehäuse, Halterungen und Adapter verbessern Haltbarkeit und Optik. Plane Befestigungen, Kabelwege und Belüftung früh mit – Wandstärken von 2–3 mm sind ein guter Richtwert, Abstand und Lüftungsöffnungen wichtig bei Wärmeentwicklung.

Bei Arbeiten mit Netzspannung immer für ausreichende Isolation und Zugentlastung sorgen. Für Lernumgebungen eignen sich modulare Gehäuse, Messaufbauten oder Sensorkästen – sie verbinden Konstruktionsverständnis mit Elektronikpraxis.
Pflege und Wartung: kurz und effektiv
Wöchentliche Basisroutine (Bett reinigen, Düse prüfen) und monatliche Kontrollen (Riemen, Rollen, Lüfter) reichen meist aus. Achte auf Verschleißteile (Düse, PTFE‑Schlauch, Riemen) und lagere Filament trocken. Kleine, regelmäßige Checks verhindern große Probleme später.
FAQs: schnelle Antworten für Einsteiger
- Einfachstes Material? PLA.
- Warum haftet nicht? Meist Z‑Offset, verschmutzte Platte oder unebenes Bett.
- Immer Supports? Nur bei echten Überhängen; vermeiden spart Nacharbeit.
- Schneller immer besser? Nein – Qualität leidet oft.
- Teuer = besser? Nicht zwangsläufig; Handhabung und Support sind oft wichtiger.
Weiterführende Links und nächste Schritte
Vertiefe Slicing, vergleiche Drucker gezielt oder starte ein Elektronik‑Projekt, wenn du den nächsten Lernschritt suchst. Für eine Einführung empfehlen wir /grundlagen-des-3d-drucks-2026-verstaendlich-erklaert-fuer-einsteiger-20260407001.html, für Praxisanleitungen /3d-druck-anleitung-2026-dein-verstaendlicher-praxis-guide-fuer-einsteiger-20260409001.html und für Vergleiche /3d-drucker-im-vergleich-aktuelle-trends-fuer-einsteiger-fdm-sla-sls-und-was-wirklich-zaehlt-20260402002.html.