Was Heatset‑Einsätze sind — und warum sie für 3D‑Druckprojekte so nützlich sind
Heatset‑Einsätze sind kleine Messing‑Gewindehülsen, die du mit Wärme in dein 3D‑gedrucktes Teil einbringst. Kurz erklärt: Der Einsatz wird auf Temperatur erwärmt, die umgebende Kunststoffschicht schmilzt leicht, der Einsatz versenkt sich selbstständig und kühlt später wieder fest — so entsteht ein belastbares Innengewinde, das häufiges Auf‑ und Abschrauben deutlich besser verträgt als direkt ins Plastik geschnittene Gewinde.
Das macht Heatset‑Einsätze ideal für Elektronikgehäuse, Verstärkungen an Schraubpunkten und alles, was du regelmäßig öffnen oder warten musst. Sie verteilen Lasten besser, reduzieren das Ausreißen von Schichten und verleihen deinem Projekt einen professionelleren Eindruck.
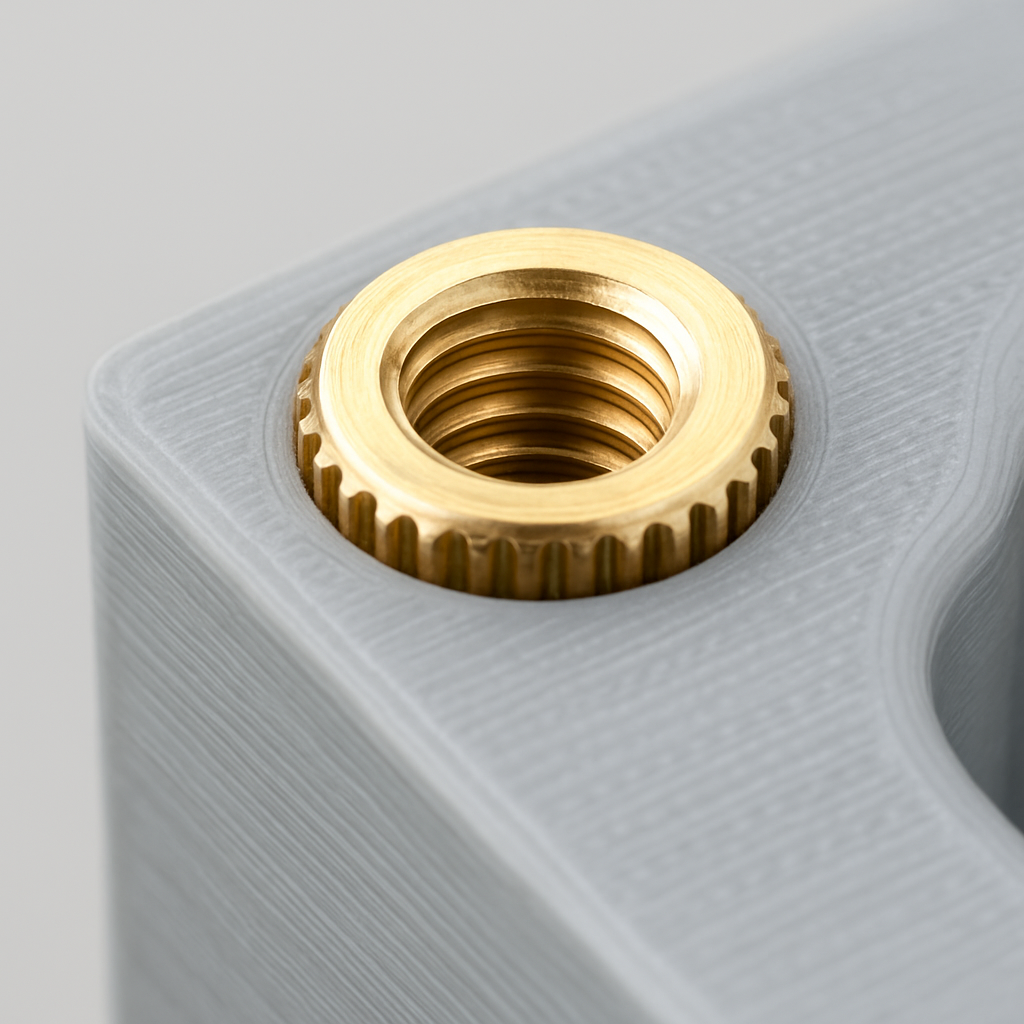 Closeup of a brass heatset insert partially sunk into a 3D printed PLA part, showing clean fit and surrounding layers
Closeup of a brass heatset insert partially sunk into a 3D printed PLA part, showing clean fit and surrounding layers
Welche Einsätze und Werkzeuge du wirklich brauchst
Für den Alltag der Maker sind besonders Einsätze in den Größen M2, M3 und M4 relevant. M2 für sehr kleine Bauteile, M3 als Allrounder für Gehäuse und Halterungen, M4 wenn mehr Tragfähigkeit gefragt ist. Achte beim Kauf auf Länge, Bund (gegen tiefes Versinken) und Außenprofil (glatt, gerändelt), denn das beeinflusst Halt und Einbauverhalten.
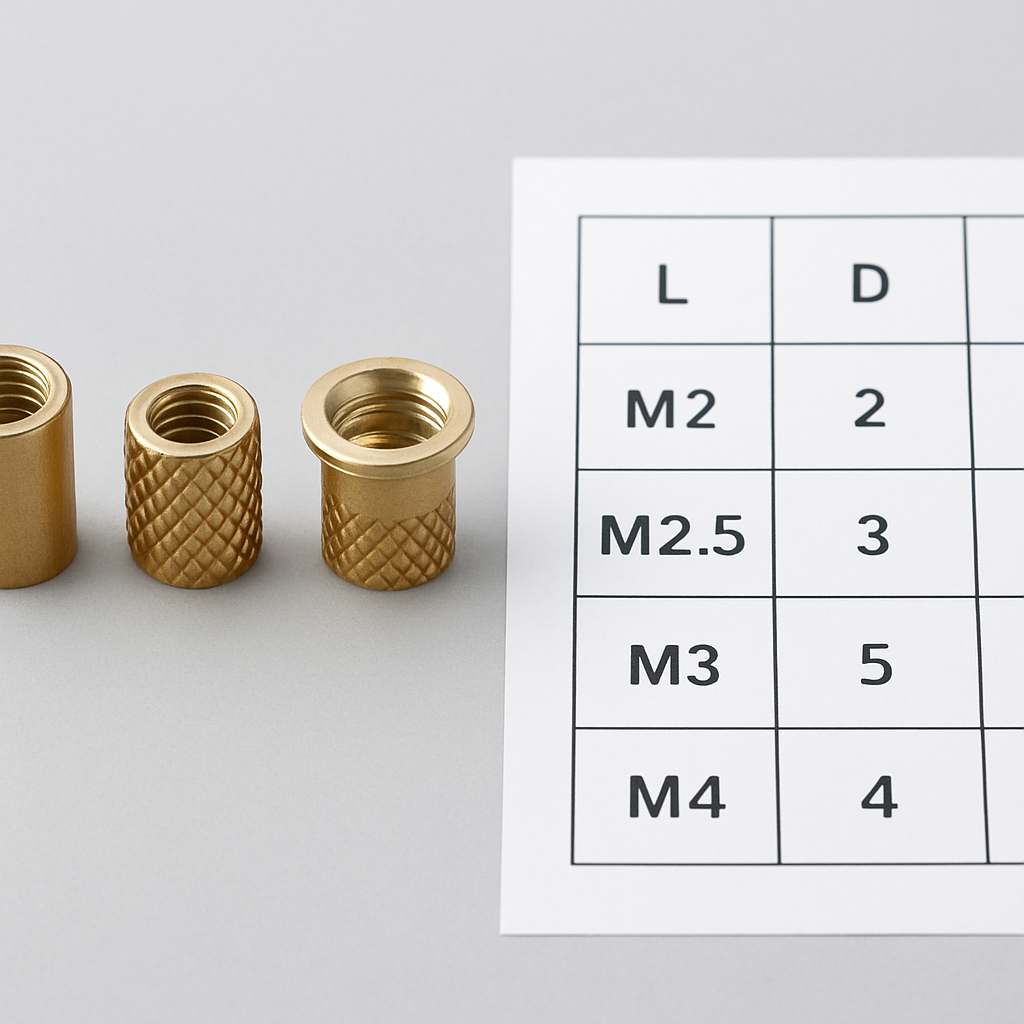 Verschiedene Heatset-Einsätze: zylindrisch, gerändelt, mit Bund; daneben eine Tabelle (schematisch) mit typischen Abmessungen für M2–M4
Verschiedene Heatset-Einsätze: zylindrisch, gerändelt, mit Bund; daneben eine Tabelle (schematisch) mit typischen Abmessungen für M2–M4
Minimalausrüstung:
- Regelbarer Lötkolben mit passenden Spitzen (konisch für Präzision, meißelförmig für größere Einsätze oder mehr Kontaktfläche).
- Pinzette oder kleine Zange, hitzefeste Unterlage.
- Schraube als Führhilfe (in das Einsatzgewinde geschraubt) — das erleichtert gerade Einsetzen.
- Optional: spezialisierte Insert‑Tips oder Einpresswerkzeuge und Heißluftpistole für Serienarbeit.
Temperatur‑Orientierung (als Startwerte; immer an Herstellerdaten und Teststücken prüfen):
- PLA: 180–220 °C (vorsichtig, kurze Kontaktzeit)
- PETG: 220–250 °C
- ABS: 240–270 °C
- Nylon: 260–300 °C (je nach Typ sehr unterschiedlich)
Diese Bereiche sind Praxiswerte — die genaue Kombination aus Spitze, Einsatzgröße und Kontaktzeit entscheidet. Arbeite lieber mit niedriger Temperatur und längerer Einsetz‑Zeit als andersherum.
Druckteil vorbereiten: Bohrloch, Wandstärke und Ausrichtung planen
Die größte Fehlerquelle ist eine falsche Passung. Druck dein Teststück mit mehreren Bohrlochdurchmessern (z. B. in 0,05–0,1 mm Schritten) und probiere anschließend die Einsätze aus — dein Drucker und dein Filament sind der Maßstab, nicht eine allgemeine Tabelle.
Praxisempfehlungen:
- Wandstärke: mindestens 1,5–2 mm rund um kleine Einsätze, bei belasteten Punkten mehr.
- Lochmaß: üblicherweise etwas kleiner als der Außendurchmesser des Einsatzes; die genaue Differenz hängt von Profil (gerändelt vs. glatt) und Material ab — testdrucken!
- Ausrichtung: Kräfte möglichst innerhalb der Layerfläche leiten, Zugbelastung nicht direkt entlang der Schichtgrenzen platzieren.
Schritt für Schritt: Heatset‑Einsätze sauber einsetzen
- Vorbereiten: Lötkolben mit passender Spitze auf Temperatur bringen. Teststück bereitlegen.
- Einsatz aufspannen: Schraube in das Einsatzgewinde drehen (ein paar Umdrehungen), Einsatz an die Spitze halten oder mit einer Pinzette positionieren.
- Gerade einführen: Einsatz senkrecht in das Loch führen — keine Schräglage, sonst verkantet das Gewinde.
- Wärme wirken lassen: Nicht drücken — die Wärme zieht den Einsatz ein. Falls nötig, sehr leichter Druck zur Führung, aber keine Gewalt.
- Tiefe prüfen: Ideal ist bündig oder leicht versenkt; benutze Referenzschrauben, um späteren Sitz zu testen.
- Abkühlen lassen: Teil komplett auskühlen lassen, bevor du belastest oder die Schraube anziehst.
Wenn das Einsetzen wider Erwarten zu schwer ist, Temperatur leicht erhöhen oder Loch minimal nacharbeiten; wenn der Einsatz zu schnell einsinkt, Temperatur reduzieren. Übung an Probestücken macht hier den Unterschied.
Wie sich PLA, PETG, ABS und Nylon verhalten — kurz erklärt
PLA erwärmt und verformt sich leichter, daher: niedrigere Temperatur, kurze Kontaktzeit, saubere Löcher. PETG ist nachgiebiger, toleriert kleine Schwankungen besser. ABS und Nylon brauchen mehr Wärme, sind aber robuster gegen Hitzeeinwirkung — dafür komplizierter zu drucken.
Wichtig: Nicht nur das Insert, sondern das ganze Bauteil muss die eingebrachte Wärme vertragen. Zu lange Hitzeeinwirkung kann Kanten aufschmelzen, dünne Stege schwächen oder das Bauteil verziehen.
Typische Fehler — und wie du sie schnell korrigierst
Die häufigsten Fehlerbilder sind leicht vermeidbar:
- Zu viel Druck beim Einsetzen → schräger Sitz, Layerausrisse. Lösung: weniger Druck, passende Spitze, Einpresswerkzeug.
- Zu hohe Temperatur oder zu lange Kontaktzeit → Aufweitung des Lochs, glänzende verbrannte Oberfläche. Lösung: Temperatur reduzieren, kürzere Kontaktzeit, Testdrucke.
- Einsatz wirkt initial fest, sitzt aber nach Abkühlen locker → Materialkontraktion. Lösung: vollständig abkühlen lassen, ggf. längeren Einsatz oder engeres Loch verwenden.
- Schief eingesetzter Einsatz → bei leichter Verkippung: erneut erwärmen und gerade neu setzen; bei stark beschädigtem Loch: neu drucken oder Loch vergrößern und größeren Einsatz verwenden.
Wo Heatset‑Einsätze am meisten Sinn machen
Besonders nützlich sind sie bei Elektronikgehäusen (Raspberry Pi, Arduino), Sensorgehäusen, modularen Halterungen und überall dort, wo Wartung und Austausch geplant sind. In Prototyping und Kleinserien sparen sie Zeit und erhöhen die Zuverlässigkeit beim Montagezyklus.
Wann Alternativen besser sind
Alternativen wie selbstschneidende Schrauben, Muttern in Taschen oder Einpressmuttern haben ihre Berechtigung:
- Direkte Schrauben ins Plastik: schnell, günstig, für wenig belastete oder selten geöffnete Verbindungen.
- Muttern in Taschen: sehr robust bei hoher mechanischer Belastung.
- Einpressmuttern / Einpressbuchsen: praktisch für serielle Fertigung ohne Löten.
Für regelmäßiges Öffnen sind Heatset‑Einsätze meist der beste Kompromiss zwischen Haltbarkeit und Benutzerkomfort.
Kurz‑FAQ
Welche M3‑Außendurchmesser? Üblich sind ca. 4,0–4,2 mm Außendurchmesser; Länge je nach Bedarf 4–6 mm. Immer Herstellerdaten prüfen.
Wie heiß? Startwerte: PLA 180–220 °C, PETG 220–250 °C, ABS 240–270 °C. Passe Temperatur an und teste.
Kann man Einsätze entfernen? Ja — erwärmen und gerade herausziehen; danach Loch prüfen (ggf. nacharbeiten oder größeren Einsatz verwenden).
Geht das ohne Lötkolben? Ja: Heißluft oder Einpresswerkzeuge sind Alternativen, besonders bei Serienarbeiten.