Warum das richtige Filament über Erfolg oder Frust entscheidet
Der Drucker ist nur so gut wie das Material, das Sie ihm füttern. Beim Filament entscheidet nicht nur der Preis über das Ergebnis, sondern vor allem Toleranz, Wicklung und Lagerung. Kleine Abweichungen im Durchmesser oder feuchtes Material führen schnell zu Stringing, Blasenbildung oder verstopften Düsen - und damit zu Ausschuss und verlorener Zeit.
2026 ist PLA nach wie vor die erste Wahl für Einsteiger: leicht zu drucken, gute Oberflächen und geringe Anforderungen an die Maschine. PETG ist die robuste Alltagsoption, TPU liefert Elastizität, und ABS/ASA sind die Kandidaten für höhere Temperaturanforderungen oder Outdoor-Einsatz. Drei Kaufkriterien sollten Sie immer priorisieren: Material passend zum Einsatzzweck, enge Durchmessertoleranz und verlässlicher Feuchtigkeitsschutz.
Welches Filament passt zu Ihrem Projekt?
Wählen Sie das Material nach Zweck, nicht nach ‚Bestem‘. Für ein dekoratives Modell reicht PLA völlig; für belastete Halterungen ist PETG sinnvoll, für wetterfeste Außenteile eher ASA. TPU braucht besondere Sorgfalt beim Extruder-Pfad und bei der Druckgeschwindigkeit.
 Ein kleiner Tisch mit typischen Anwendungsbeispielen: Dekofigur (PLA), Halterung (PETG), Gehäuse im Außenbereich (ASA), flexible Dichtung (TPU)
Ein kleiner Tisch mit typischen Anwendungsbeispielen: Dekofigur (PLA), Halterung (PETG), Gehäuse im Außenbereich (ASA), flexible Dichtung (TPU)
Kurzüberblick (typische Einstellbereiche):
- PLA: Düse 190-220 °C, Bett 0-60 °C (häufig 50-60 °C für bessere Haftung), Tg ~55-60 °C
- PETG: Düse 220-250 °C, Bett 70-90 °C, Tg ~75-85 °C
- ABS/ASA: Düse 230-260 °C, Bett 90-110 °C; ASA ist UV-stabil und besser für Außenanwendungen
- TPU: Düse 210-240 °C, Bett 30-60 °C; langsam drucken und kürzeren Filamentweg wählen
Worauf Sie beim Kauf wirklich achten sollten
Ein sauberer Druck beginnt schon beim Auspacken. Entscheidend sind:
- Durchmesser: 1,75 mm ist heute Standard; 2,85 mm bleibt bei manchen Systemen sinnvoll.
- Toleranz und Rundheit: Gute Marken geben ±0,02-±0,05 mm an; weniger Ovalität bedeutet konstanteren Fluss.
- Verpackung: Vakuum + Trockenmittel sind Pflicht, vor allem bei PETG/TPU.
- Wicklung: Sauber aufgewickelte Spulen verhindern Knoten und Laufprobleme.
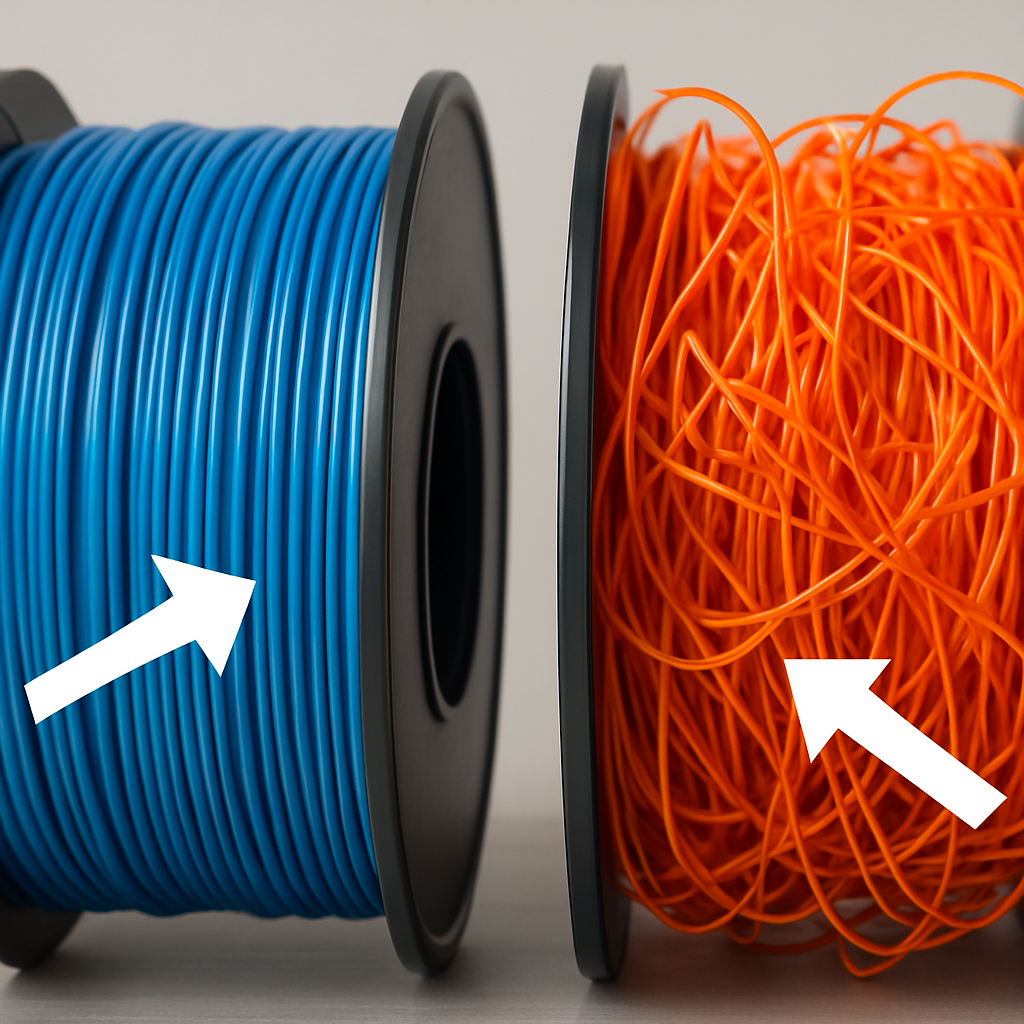 Detailaufnahme einer gut gewickelten Spule im Vergleich zu einer chaotisch gewickelten Spule, mit Pfeilen die problematische Bereiche markieren
Detailaufnahme einer gut gewickelten Spule im Vergleich zu einer chaotisch gewickelten Spule, mit Pfeilen die problematische Bereiche markieren
Preis ist wichtig, aber die Druckquote entscheidet. Ein etwas teureres Filament mit besserer Konsistenz spart oft Material und Nerven gegenüber einem Billigprodukt mit hoher Ausschussrate.
Kurzvergleich: PLA, PETG, ABS/ASA, TPU
In der Praxis ergibt sich die beste Materialwahl aus Druckbarkeit, mechanischen Anforderungen und Umweltbedingungen:
- PLA - sehr einfach, scharfes Detailbild, niedriges Tg → gut für Modelle, Prototypen
- PETG - zäh, gute Layerhaftung, alltagstauglich → funktionale Teile
- ABS - robust, nachbearbeitbar, neigt zum Warping → technische Teile (Indoor)
- ASA - wie ABS, aber UV-stabil → Außenteile
- TPU - elastisch, abriebfest, langsames Drucken nötig → Dichtungen, Stoßdämpfer
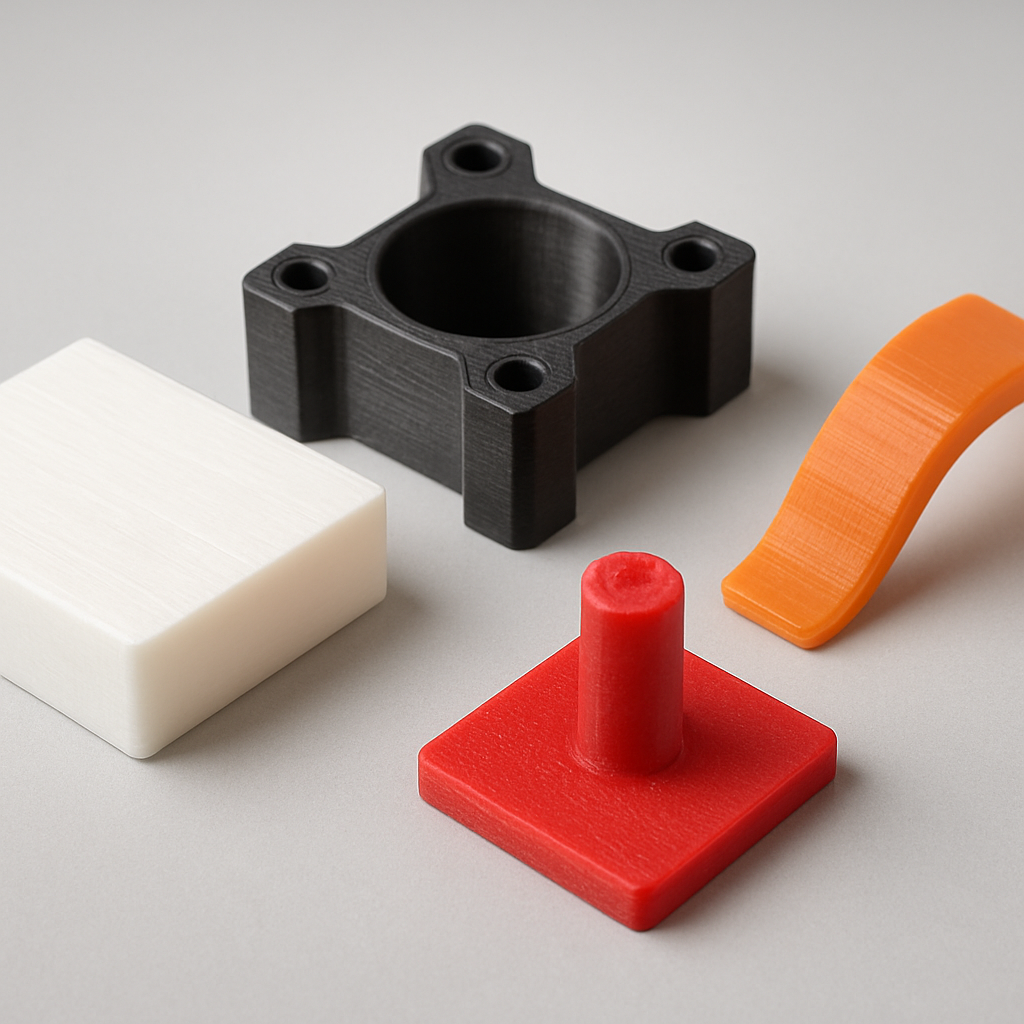 Montage mit Druckmustern: saubere PLA-Oberfläche, PETG-Teil mit guter Zähigkeit, ABS mit sichtbarer Nachbearbeitung, TPU-Teil gebogen zur Demonstration der Elastizität
Montage mit Druckmustern: saubere PLA-Oberfläche, PETG-Teil mit guter Zähigkeit, ABS mit sichtbarer Nachbearbeitung, TPU-Teil gebogen zur Demonstration der Elastizität
So lagern und trocknen Sie Filament richtig
Feuchtigkeit ist der häufigste Grund für schlechte Oberflächen. Zwei einfache Regeln: luftdicht lagern und bei Bedarf schonend trocknen.
Bewährte Lösungen:
- Verschließbare Kunststoffboxen mit Silica-Gel
- Dryboxen, die das Filament während des Druckens geschützt halten
- Spezielle Filamenttrockner oder Umluftöfen mit präziser Temperaturregelung
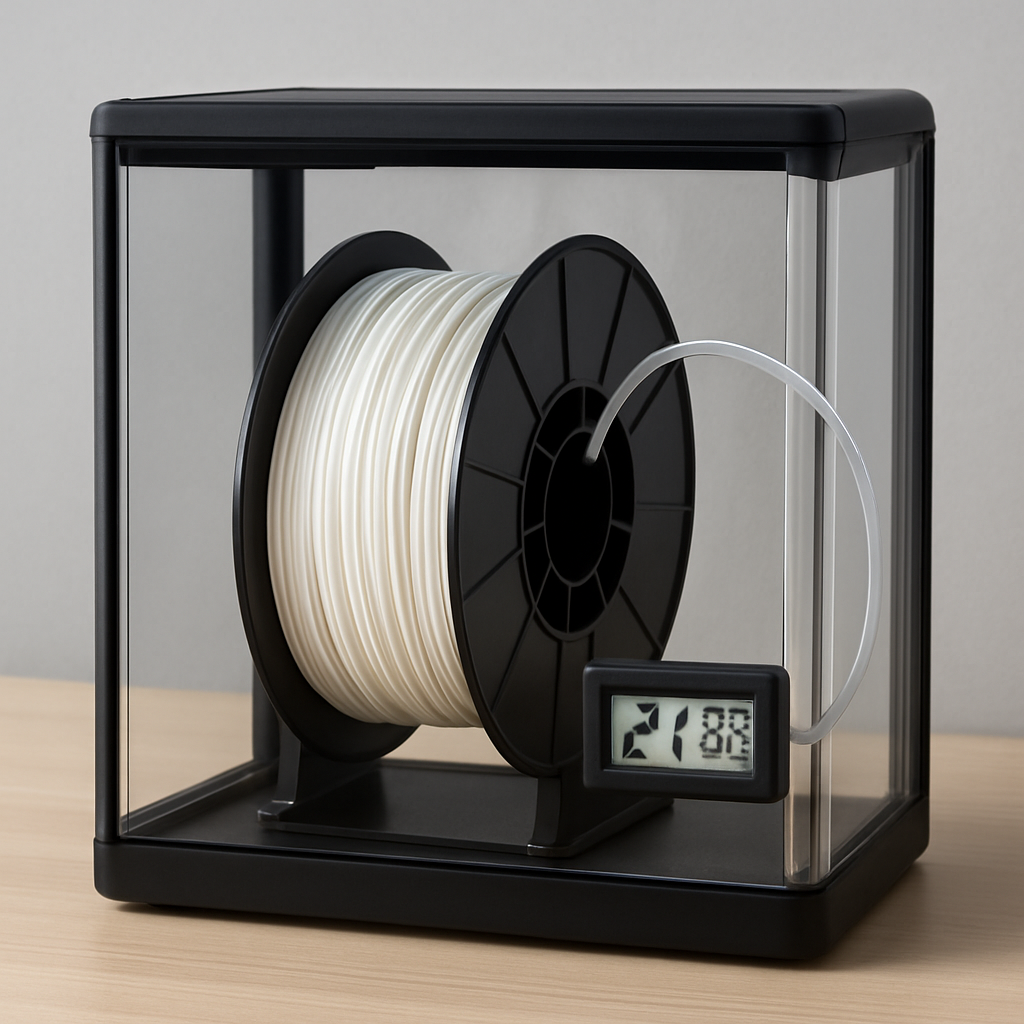 Aufbau einer Drybox: Spule in Box mit Schlauch zum Extruder, eingebauter Hygrometer-Display
Aufbau einer Drybox: Spule in Box mit Schlauch zum Extruder, eingebauter Hygrometer-Display
Symptome für feuchtes Filament: Zischen/Knacken beim Extrudieren, Blasen im Filamentauslass, matte/raue Oberflächen und starkes Stringing. Trocknungsrichtwerte (bitte Herstellerdatenblatt prüfen): PLA 40-50 °C, PETG/TPU 50-60 °C, ABS/ASA 70-80 °C. Lieber länger bei moderater Temperatur trocknen als kurz und zu heiß.
Shop, Marktplatz oder direkt beim Hersteller - was lohnt sich?
Jede Bezugsquelle hat Vor- und Nachteile. Marktplätze bieten Auswahl und oft Preisvorteile, Fachhändler bessere Beratung und nachvollziehbare Chargen, beim Hersteller bekommen Sie in der Regel die beste Dokumentation und Konstanz.
 Eine Person entnimmt zwei Spulen aus unterschiedlichen Lieferverpackungen: eine lose vom Marktplatz, eine professionell vakuumverpackte vom Hersteller
Eine Person entnimmt zwei Spulen aus unterschiedlichen Lieferverpackungen: eine lose vom Marktplatz, eine professionell vakuumverpackte vom Hersteller
Achten Sie beim Kauf auf Rückgabeoptionen, Verpackungszustand beim Versand und Hinweise zur Lagerung. Bewertungen helfen, aber prüfen Sie, ob Käufer über Charge-Schwankungen, Wickelprobleme oder Durchmesserschwankungen berichten.
Typische Fehlerbilder - schnelle Diagnose
Ein einfacher Diagnosepfad spart Zeit: erst Material, dann Einstellungen, zuletzt Hardware.
- Fäden/‚Spinnenweben‘ → oft zu hohe Temperatur oder unzureichende Retraktion
- Unterextrusion/Knacken → feuchtes Filament, teilweise verstopfte Düse oder zu niedrige Temperatur
- Warping → falsches Material/Betttemperatur oder fehlende geschlossene Baukammer
Retraktion: Bei Bowden-Systemen oft 4-7 mm Startwert, bei Direct-Drive ~0,5-2 mm. Kleine Schritte testen und Ergebnisse dokumentieren.
Konkrete Empfehlungen nach Nutzerprofil
Einsteiger: Zwei bis drei gute PLA-Spulen in neutralen Farben. So lernen Sie Druckeinstellungen ohne Spezialprobleme.
Fortgeschrittene: Ergänzen Sie mit PETG für Funktionsteile; ASA für Außenanwendungen. Für Werkstatt/Prototyping reicht eine kleine, kontrollierte Materialpalette - drei bis vier Materialien sind meist ausreichend.
Kurzfragen
Ist teures Filament immer besser? Nicht automatisch - aber oft stabiler in Toleranz und Wicklung. Wie lange haltbar? In Originalverpackung trocken mehrere Jahre; offen gelagert können manche Materialien binnen Wochen Feuchtigkeit ziehen.
Nächste Schritte
Bestellen Sie eine Probepackung, testen Sie mit einem Standardprofil und führen Sie ein Material-Logbuch. Notieren Sie Temperaturen, Geschwindigkeit, Retraktion und Ergebnis. So bauen Sie schnell Wissen auf und vermeiden teure Fehlkäufe.
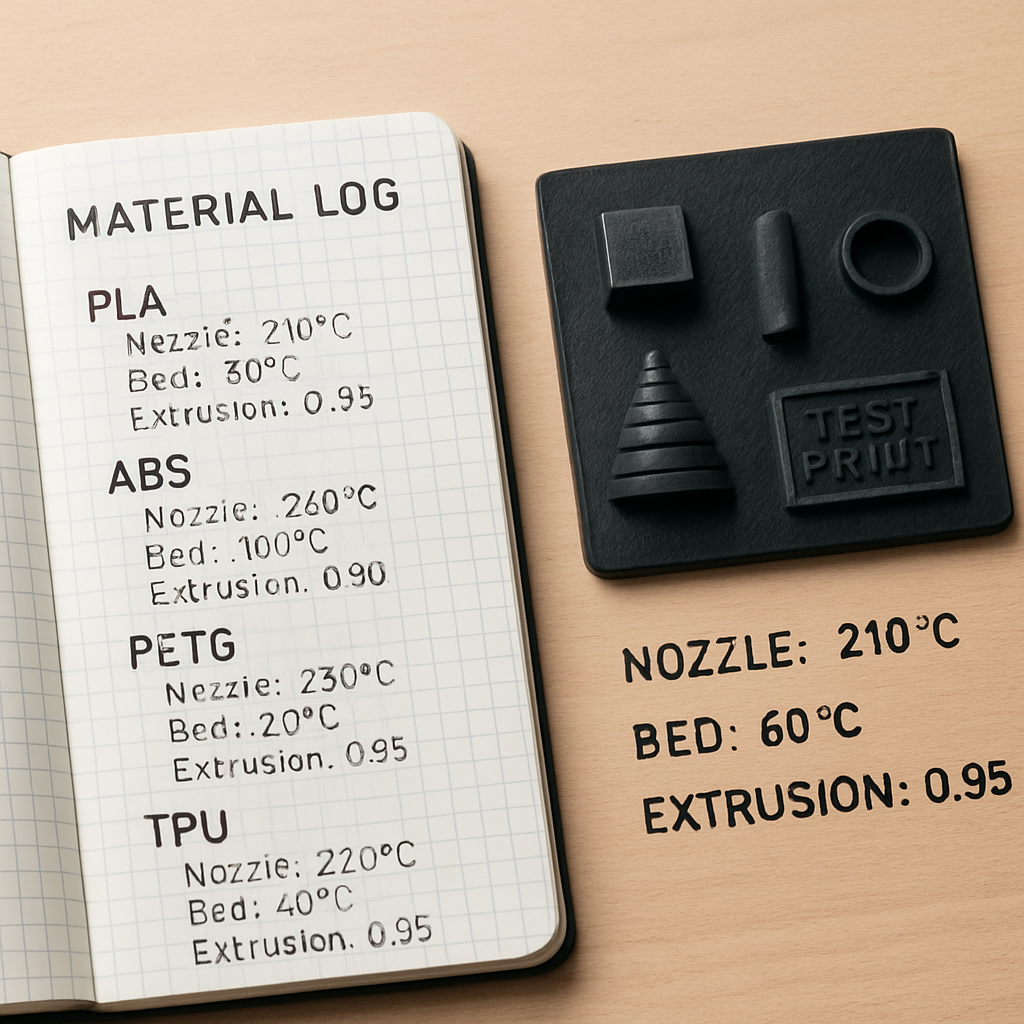 Ein kleines Notizbuch mit Material-Logbuch-Einträgen neben einer Testdruckplatte und Beschriftung der Einstellungen
Ein kleines Notizbuch mit Material-Logbuch-Einträgen neben einer Testdruckplatte und Beschriftung der Einstellungen
Wenn Sie Filamentwahl, Drucker-Setup und Slicer-Feinabstimmung zusammendenken, steigen Qualität und Reproduzierbarkeit spürbar. Im nächsten Schritt empfehle ich Artikel zu Düsenwahl, Slicer-Profile und belüfteten Gehäusen - dort zeigen sich die Details, die aus gutem Filament dauerhaft saubere Ergebnisse machen.