Auf einer modernen Lötlinie für dicht gepackte Baugruppen fallen oft winzige, fast perfekte Kugeln dort auf, wo Benetzung und Fließverhalten eigentlich stimmig sein sollten. Die Pointe: Die Kugeln entstehen nicht zufällig, sondern dort, wo Divergenz und Konvergenz der Wärmeführung das Erstarrungsbild steuern. In diesem Beitrag werden Ursachen in Paste, Pad, Schablone und Umwelt beleuchtet, und es wird sichtbar, wie selbst kleinste Abweichungen in Wärmeweg, Maskendicke oder Feuchtigkeit das Lotverhalten so kippen, dass sich Kugeln statt glatte Lötverbindungen bilden. Der Blick geht über isolierte Fehlerbilder hinaus: Es geht um das Zusammenspiel aller Prozess-Schritte — Pastenaktivität, Oberflächenqualität der Pads, Temperaturprofile, Via-Topologien und Luftfeuchtigkeit — und darum, wie eine klare Konvergenz-Phase das Risiko reduziert. Wer die Kugeln wirklich verstehen will, muss den Prozess als ganzheitliches System sehen, in dem Divergenz oft der Vorläufer einer späteren, sichtbareren Defektwelle ist.
Ursachen der Lotkugelbildung: Paste-, Pad- und Schabloneneinflüsse
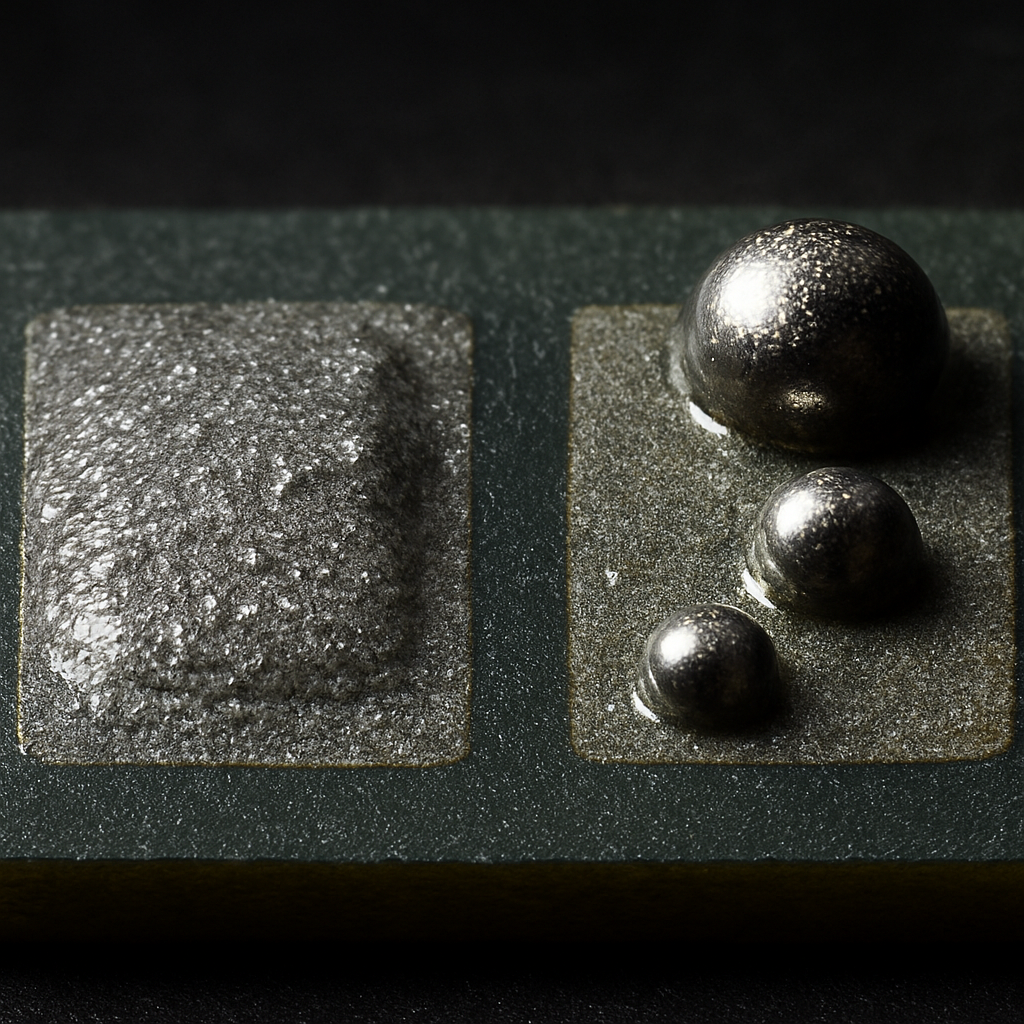
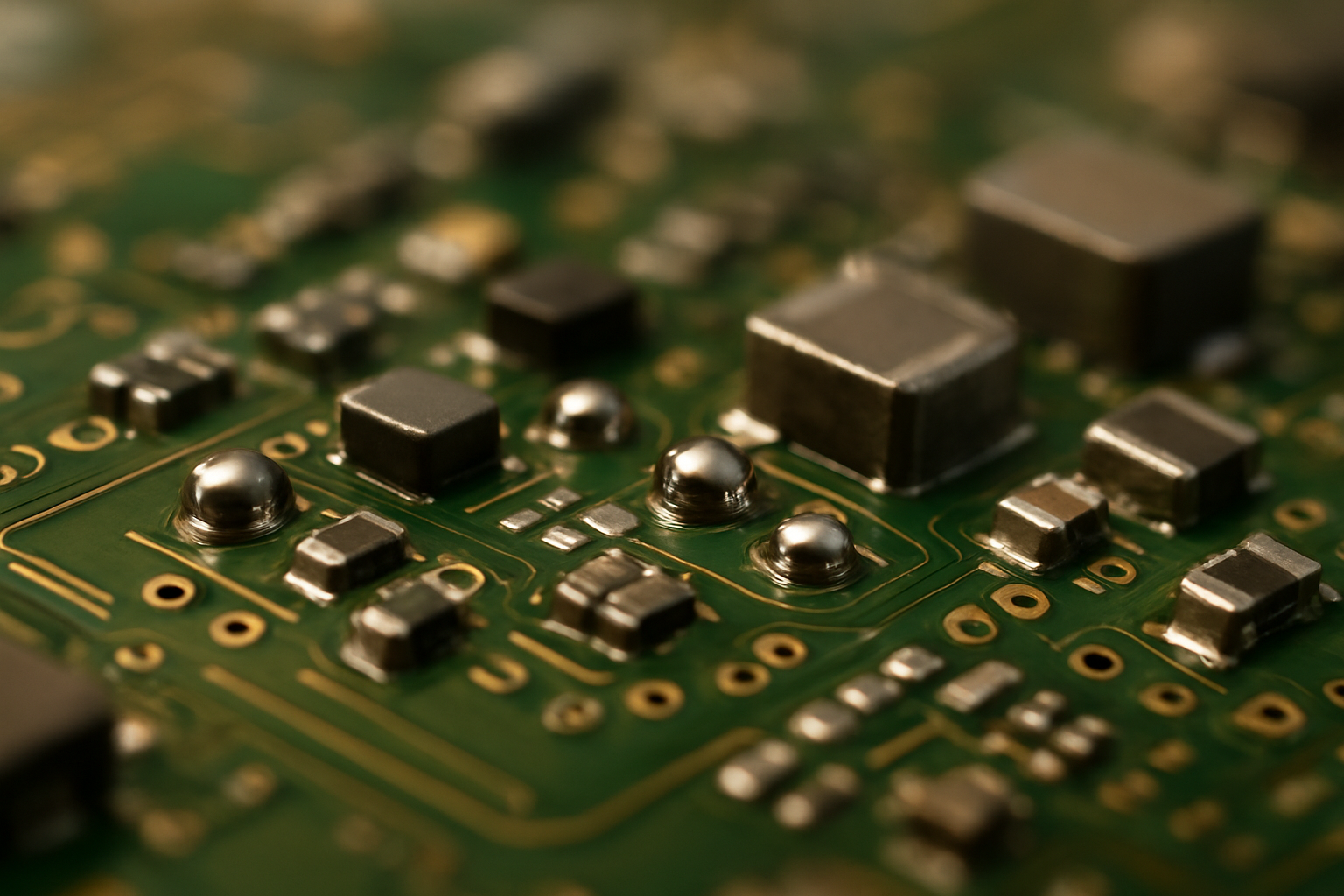
Vergleich: Benetzungskraft und Kugelbildung
Vergleich: Benetzungskraft und Kugelbildung
Pastebezogene Einflussfaktoren
- Lötpaste-Aktivität: Geringe Aktivität der Paste führt zu schlechter Benetzung am Pad, wodurch das Lot eher als Tropfen entsteht statt als fließende Verbindung. Dadurch driftet das Lot von der Benetzungslinie ab und kugelförmige Strukturen bilden sich.
- Flussmittelmenge: Zu viel Flussmittel erzeugt starke Oberflächenspannung, die die Kugelbildung begünstigt; zu wenig Flussmittel beeinträchtigt die Benetzung und fördert lokale Nut- oder Kugelbildung.
- Metallpartikel-Verteilung: Ungleichmäßige Verteilung oder ungleichmäßige Größe der Metallpartikel in der Paste erzeugt lokale Oberflächenspannungsschwankungen, die das Fließen des Lots stören.
- Oxidiertes Zinnpulver: Oxidierte Bestandteile verschlechtern die Fließeigenschaften und führen zu ungleichmäßig geformten Kugeln.
- Partikel-Dichte in feinen Pastenbestandteilen: Besonders bei hochdichten Packungen erhöhen geringe Abweichungen in der Paste die Wahrscheinlichkeit von Kugelbildungen, da kleine Unterschiede die Oberflächenspannung an den Pads beeinflussen.
Pad-bezogene Einflussfaktoren
- Lötbarkeit der Komponenten/Pads: Eine schlechte Benetzung der Bauteil- oder Padoberflächen oder zu enger Padabstand begünstigen Brückenbildung oder unregelmäßige Lötverbindungen und damit Kugelbildung.
- Pad-Oberflächenqualität: Kratzer, Oxidation oder Verunreinigungen verhindern eine gleichmäßige Benetzung; an manchen Stellen wird das Lot ungleichmäßig benetzt und bildet Kugeln.
- Pad-Abstand und Geometrie: Sehr enge Padabstände erhöhen das Risiko lokaler Benetzungsunregelmäßigkeiten und damit Kugelbildung zwischen Nachbarn.
- Maskendicke: Die Dicke der Lötstoppmaske moduliert die Paste-Menge; zu grobe Masken können Fließen behindern und zu ungleichmäßigen Kugelformen beitragen.
- Schablonenreste und -zustand: Verunreinigte oder beschädigte Schablonen hinterlassen Reststoffe, die beim Auftrag Kugeln initiieren oder lokale Oberflächenspannungsschwankungen verursachen.
- Schablonenkanten und Rakeltechnik: Falsche Schablonenkanten oder eine schlechte Rakeltechnik erzeugen Pastenfahnen oder ungleichmäßige Pastenverteilung und begünstigen Kugelbildung.
Schabloneneinflüsse
- Schablonenqualität: Verschmutzte oder beschädigte Schablonen mit Graten können Fremdstoffe in die Paste einbringen, die das Fließverhalten verzerren und Kugelbildung an kritischen Stellen fördern.
- Schabeklingen: Falsch konstruierte oder abgenutzte Schabklingen können bei der Reinigung unbeabsichtigt Fremdstoffe in die Paste einbringen; Grate oder schlecht sitzende Konturen erhöhen diese Gefahr.
- Pastenauftrag-Kalibrierung: Mangelhafte Kalibrierung der Pastenauftragtechnik führt zu ungleichmäßigen Paste-Verteilungen auf den Pads.
- Druckstoppmasken (Maskentechnik): Unpassend abgestimmte Masken decken Flächen unregelmäßig ab und beeinflussen das Fließen des Lots während des Reflows.
- Rakeln und Druckparameter: Ungleichmäßige Rakelgeschwindigkeit oder unregelmäßiger Druck erzeugen Pastenfahnen und verursachen Knotenpunkte, an denen sich Kugeln bilden können.
Technologische Ursachen
- Lötparameter: Falsche Temperaturprofile, zu hoher Druck während der Bauteilplatzierung oder unsachgemäße Pastenauftragstechniken begünstigen die Bildung von Lotkugeln.
- Reflow- bzw. Vorheizprofil: Ein unzureichendes Profil führt zu ungleichmäßiger Wärmeverteilung über die Baugruppe, wodurch Divergenzen in der Fließ- und Benetzungsdynamik entstehen.
- Umweltfaktoren: Hohe Luftfeuchtigkeit oder unzureichende Lagerbedingungen erhöhen Feuchtigkeit in der Paste und beeinträchtigen deren Konsistenz und Fließverhalten.
- Oberflächenbeschaffenheiten der Leiterplatte: HASL, ENIG oder OSP beeinflussen Benetzung und Fließverhalten; eine schlechte Benetzung erhöht die Neigung zur Kugelbildung.
- Lagerung und Transport der Paste: Ungeeignete Lagerbedingungen führen zu Veränderungen in der Pastekonsistenz, was wiederum die Lotbildung beeinflusst.
Umwelt- und Lagerbedingungen
- Luftfeuchtigkeit und Feuchte: Hohe Luftfeuchtigkeit während Lagerung oder im Produktionsumfeld erhöht die Feuchtigkeitsaufnahme der Paste, verändert deren rheologische Eigenschaften und begünstigt Kugelbildungen.
- Lagerungstemperaturen: Unstabile Temperaturen während der Lagerung beeinflussen die Viskosität und Fließfähigkeit der Paste beim Auftrag und Reflow.
- Reinheit der Fertigungsumgebung: Verunreinigungen in der Umgebung oder in der Rekamsystematik können Fremdstoffe in die Paste eintragen und lokale Benetzungsunterschiede auslösen.
Ganzheitlicher Prozessbezug
- Systemische Wechselwirkungen: Paste, Pads, Schablone, Rakeltechnik, Maskenqualität, Bauteiloberflächen, Reflow-Profil und Umweltbedingungen wirken zusammen; eine Veränderung in einem Element kann ungewünschte Effekte in einem anderen Bereich nach sich ziehen.
- Frühwarnung und Prozesskontrolle: Eine frühzeitige Erkennung entlang der Prozesskette ist sinnvoll, da Kugelbildung oft erst durch nachgelagerte Inspektionen sichtbar wird. Eine prozessübergreifende Optimierung zielt darauf ab, Kugelbildungen durch gezielte Anpassungen in den oben genannten Bereichen zu minimieren.
Ganzheitliche Schlussbetrachtung
- Eine effektive Minimierung von Lotkugelbildung erfordert einen ganzheitlichen Blick auf Paste, Pad, Schablone, die Schleif- und Reinigungslogik der Schablone, Rakelsysteme sowie Umwelt- und Lagerbedingungen. Nur durch die koordinierte Optimierung dieser Faktoren steigt die Wahrscheinlichkeit einer homogenen Benetzung und einer stabilen Lötverbindung, insbesondere bei dichter Packung und engen Padabständen. Sichtbare Kugelbildungen lassen sich oft erst durch gezielte Inspektionen erkennen; daher ist eine robuste Prozessüberwachung entlang der gesamten Montagekette sinnvoll.
Technologische Treiber: Temperaturprofile, Divergenz, Konvergenz-Phase und Umweltfaktoren
Wärmeverlauf und Divergenz sichtbar dargestellt
Wärmeverlauf und Divergenz sichtbar dargestellt
Faktorenübersicht: Die technologischen Treiber beeinflussen maßgeblich, wie Wärme in einer Baugruppe verteilt wird, wann Divergenz entsteht und wann eine klare Konvergenz-Phase erreicht wird. Falsche Temperaturprofile, divergente Wärmeführung, abstrakte oder inkonsistente Pad- oder Bauteilführung sowie Umweltbedingungen beeinflussen, ob Lotkugeln entstehen oder vermieden werden können.
Falsches Temperaturprofil
- Auswirkungen: Ein zu schnelles Anheizen oder ein zu langsames Abkühlen führt zu einer ungleichmäßigen Wärmeverteilung, wodurch Divergenz entsteht. Wärmefluss und Abkühlraten differieren zwischen Pads, Bauteilen und Through-Holes, was das Lot in bevorzugte Richtungen verlagert und Kugeln begünstigt. Ein unzureichendes Vorheizen oder eine zu hohe Kontaktbelastung beim Platzieren verschärfen Divergenz-Effekte.
- Mechanismen: Wenn Wärmefronten nicht gezielt gesteuert werden, erstarren Lotkristalle ungleichmäßig; Divergenz kann sich in Einsackungen oder asymmetrischen Meniskus-Verformungen bemerkbar machen.
- Maßnahmen: Ein stabiler Temperaturpfad, der eine klare Konvergenz-Phase begünstigt, ist zentral. Dazu gehören sorgfältige Vorheizung, abgestimmte Aufheiz- und Abkühlraten sowie eine kontrollierte Kontaktkraft beim Bauteilauftrag. Die Wahl des Lötprofils muss konsistent mit Pad-Design, Pastentyp und Maskenstärke abgestimmt sein.
Divergenz vs Konvergenz-Phase
- Ziel: Minimierung der Divergenz und Erreichen einer eindeutigen Konvergenz-Phase, in der die Wärmeabfuhr gleichmäßig erfolgt. Divergenz verschlechtert die Gleichmäßigkeit der Erstarrung, während eine klare Konvergenz-Phase die Richtung der Erstarrung festgelegt.
- Kontrolle: Die operative Steuerung der Konvergenz-Phase erfolgt durch Wärmeführungsmethoden; in automatisierten Prozessen ist dies jedoch komplex, da viele Parameter gleichzeitig wirken (Lötprofil, Pastenverteilung, Wärmequelle, Bauteilplatzierung, Wärmekapazitäten der Masse). Eine sorgfältige Planungsbasis ist daher erforderlich, um Kugelbildungen zuverlässig zu verhindern.
- Schwerpunkt: Dabei spielen Vorhersehbarkeit der Wärmewege und die Fähigkeit zur Anpassung der Wärmeführung während des Prozesses eine zentrale Rolle. Eine klare Konvergenz-Phase reduziert ungleichmäßige Benetzung und fördert reproduzierbare Lötverläufe.
Wärmeverteilung und Pad-Design
- Pad-gestützte Wärmeführung: Die Art, wie Wärme über Pads, Through-Holes und Bauteile entzogen wird, beeinflusst maßgeblich, wie das Lot erstarrt. Divergente Wärmeabfuhr führt zu Einsackungen, Meniskus-Verformungen oder ungleichmäßigen Kristallationsverläufen.
- Konvergenz-Distanz: Die Distanz, über die sich der Wärmefluss von der Lötstelle weg bewegt, ist entscheidend. Ziel ist es, durch gezielte Pad-Anordnung eine konvergente Abkühlung zu erzwingen und Kugeln zu minimieren.
- Pad-Strategien: Pad-gestützte Wärmeführung (Heat-Lifting) kann helfen, eine kontrollierte, richtungsbezogene Abkühlung zu erzwingen. In automatisierten Prozessen sind solche Strategien oft komplex, doch schon kleine Anpassungen bei Pad-Anordnung, Maskenführung und Pastenauftrag können Reproduzierbarkeit erhöhen.
- Konsistenzfaktoren: Die Konsistenz von Pastentyp, Maskenstärke und Lötprofil mit Pad-Design ist zentral, um eine homogene Lotbenetzung zu erreichen. Ungleichmäßige Pastenablage oder unpassende Pad-Geometrien verstärken Divergenztendenzen.
Umweltfaktoren
- Luftfeuchte und Lagerbedingungen: Hohe Luftfeuchtigkeit und unzureichende Trockenlagerung von Leiterplatten und Lötmaterialien beeinträchtigen Paste-Konsistenz und Fließverhalten. Feuchtigkeit kann Gasblasen bilden oder das Flussmittel aktivieren, was wiederum zu Kugelbildung beitragen kann.
- Lagerung und Handhabung: Die korrekte Lagerung der Pasten, Platinen und Materialien ist integraler Bestandteil der Prozessstabilität. Fehlende Trockenhaltung erhöht Variationen in der Pastenaktivität und kann die Divergenz verstärken.
- Prozessvalidierung: Eine kontrollierte Umwelt und regelmäßige Prozessvalidierung helfen, feuchtigkeitsbedingte Defekte früh zu erkennen und Gegenmaßnahmen einzuleiten. Schon geringe Feuchtigkeitsänderungen können das Flussmittelverhalten beeinflussen und die Wahrscheinlichkeit von Kugeln erhöhen.
Durchkontaktierungen und Pad-Abstände
- Einfluss durch Via-Nähe: Die Nähe von Via-Strukturen oder zu engen Pad-Abständen fördert Divergenz der Lötströme und beeinflusst die Kugelbildung. Große Masse-Anbindungen oder ungleichmäßige Wärmeführung in Durchkontaktierungen können zu Einsackungen führen, während weiter entfernte Konditionen tendenziell konvergieren wirken.
- Strategie: Eine durchdachte Via-Place-Strategie reduziert Divergenz-Effekte und verbessert die Reproduzierbarkeit. Planbarkeit von Via-Abständen, Massefluss und Wärmepfaden trägt wesentlich zur Stabilität des Lötprozesses bei.
- Wärmeverteilung in Durchkontaktierungen: Unterschiedliche Wärmelasten um Durchkontaktierungen können lokale Divergenz verursachen; daher sollte die Wärmeführung so bemessen werden, dass der Wärmefluss auch rund um Durchkontaktierungen gleichmäßig bleibt.
Oberflächenbeschaffenheit der Leiterplatte
- Unterschiedliche Benetzung: HASL, ENIG oder OSP weisen verschiedene Benetzungseigenschaften auf. Suboptimale Benetzung begünstigt Kugelbildung, insbesondere wenn Matching-Parameter zwischen Paste und Pad fehlen.
- Koordination von Oberflächen und Prozessen: Die Oberfläche muss mit Pastentyp, Maskenstärke und Lötprofil koordiniert werden, um ein homogenes Lotverhalten sicherzustellen. Ungenügende Oberflächenbeschaffenheit in Kombination mit falscher Pastenführung erhöht Divergenzrisiken und erschwert eine stabile Konvergenz-Phase.
- Benetzungshindernisse: Nicht-benetzbare Flächen oder Oberflächenrauhigkeiten können lokale Divergenzbereiche schaffen, in denen das Lot nicht sauber benetzt und erstarrt. Eine abgestimmte Oberfläche unterstützt gleichmäßige Oberflächenspannung und glatte Kugelformungsprozesse.
Insgesamt zeigen sich Temperaturprofile, Divergenz-Verhalten, Konvergenz-Phase, Pad-Design und Umweltbedingungen als eng verknüpfte Faktoren, die gemeinsam die Wahrscheinlichkeit von Lotkugelbildungen beeinflussen. Eine ganzheitliche Herangehensweise, die Temperaturführung, Pad-Strategien, Through-Hole-Verhalten, Materialauswahl und Lagerbedingungen berücksichtigt, erhöht die Reproduzierbarkeit und minimiert Kugeldefekte.
Typische Defektmuster und ihre Mechanismen
In der Praxis der Lotkugelbildung sind Divergenz und Konvergenz der Wärmeabfuhr zentrale Größen. Unterschiedliche Wärmeflussrichtungen führen zu charakteristischen Defektmustern im Lötbereich. Die folgenden Muster beschreiben typische Ausprägungen, ihre zugrundeliegenden Mechanismen und sinnvolle Gegenmaßnahmen. Ziel ist es, eine gleichmäßige Benetzung und eine stabile Löttoleranz zu erreichen, um Fehlstellen zu minimieren.
Einsackung
- Mechanismus: Nach schwerem Lotfluss entsteht lötseitig eine vermehrte Masseanschluss-Region, da Divergenz der Wärmestrahlung eine gerichtete Lotbewegung verursacht. Die Konvergenz-Phase ist oft unterschritten, wodurch das Lot in eine Richtung wandert und einen größeren Masseanker bildet.
- Kennzeichen: Eine einseitig dominierende Masseanbindung am Anschluss; teils sichtbare Verschiebung des Lotflusses in Richtung der Wärmequelle.
- Auswirkungen: Lokale Überhitzung am Anschlusspunkt; mögliche Benetzungsungleichheiten in angrenzenden Bereichen; erhöhtes Risiko von Kanten- oder Distanzproblemen bei der weiteren Verarbeitung.
- Gegenmaßnahmen: Harmonisierung der Wärmeabfuhr während des Reflows; Anpassung von Löttemperaturprofilen, Bauteilpositionierung sowie Scrubbing- oder Heizweg-Strategien, um die Konvergenz-Phase zu erreichen und eine gleichmäßige Benetzung sicherzustellen.
Trennlinien
- Mechanismus: Bei größeren Pin-Durchmessern kühlen obere Bereiche unterschiedlich schnell, was zu sichtbaren Trennlinien im Lötbereich führt. Die Konvergenz-Phase wird leicht unterschritten; Divergenz verläuft durch den Lotmeniskus. Aufschmelzlinien entstehen, wenn Nacharbeiten unvollständig verschmolzen sind.
- Kennzeichen: Deutlich sichtbare Linien oder Zonen unterschiedlicher Oberflächenspannung, die sich quer über die Lötstelle ziehen.
- Auswirkungen: Inhomogenes Benetzen benachbarter Flächen; Restverunreinungen in Nischenbereichen, die später Korrosion begünstigen können.
- Gegenmaßnahmen: Feinjustierung des Wärmeprofils; gleichmäßige Wärmeführung entlang der Lötstelle; gegebenenfalls Nacharbeiten so steuern, dass Aufschmelzlinien nicht entstehen oder vollständig aufgearbeitet werden.
Stresslines
- Mechanismus: Vertikale Linien, meist bauteilseitig, zeigen, wie Divergenz die Löttenge beeinflusst. Große Masseanbindung am Anschluss und am Bauteil führt zu zusätzlicher Beheizung; Divergenz dehnt sich aus. Überhitzung oder zu starke Beheizung kann zu einer starken Divergenz führen und die Konvergenz-Phase stark überschreiten.
- Kennzeichen: Vertikale Dehnungs- oder Spannungslinien, die sich bauteilseitig durch die Lötstelle ziehen.
- Auswirkungen: Lokale Überhitzung kann Benetzungsunterschiede verstärken, wodurch sich Ungleichheiten in der Lötverbindung manifestieren; erhöhtes Risiko von Migrationen oder Verformungseffekten.
- Gegenmaßnahmen: Reduktion der zusätzlichen Beheizung, Feinanpassung des Temperaturprofils, kontrollierte Wärmezufuhr aus der Bauteilrichtung, um die Konvergenz-Phase nicht zu überschreiten und eine stabile Meniskuslage zu wahren.
Granulierte Lötstelle
- Mechanismus: Leichte Lotführung resultiert in einer rauen Oberfläche und Granulierungen, insbesondere bei geringer Pin-Stärke. Unter zusätzlicher Erwärmung können Granulierungen auch bei größeren Pin-Durchmesser auftreten; raue Oberflächen können Korrosionen unterstützen.
- Kennzeichen: Rauhe, körnige Oberfläche der Lötstelle; unregelmäßige Oberflächenstruktur statt glatter Benetzung.
- Auswirkungen: Höhere Anfälligkeit für galvanische Korrosion, schlechtere Langzeitstabilität der Verbindung, erhöhter Spot-Widerstand in bestimmten Bereichen.
- Gegenmaßnahmen: Vermeidung lokaler Überhitzung, gleichmäßige Wärmeführung, gegebenenfalls Anpassung der Pasten- oder Lötmaterialzusammensetzung; Fokus auf eine kontrollierte Konvergenz-Phase, um glatte Oberflächen zu fördern.
Löcher durch Divergenz
- Mechanismus: Durch divergente Wärmeabfuhr kann sich das Lot horizontal entlang der Durchkontaktierung verschieben, wodurch Lochbildungen auftreten. Die Konvergenz-Phase ist stark unter- oder stark unterschritten; Fremdstoffe können eingeschlossen werden, wenn Wärmeführung ungleich ist.
- Kennzeichen: Horizontal verschobene Lotfugen, Lochbildungen oder Blasenstruktur entlang Durchkontaktierungen.
- Auswirkungen: Potenzielle Fehlverbindungen oder Fremdstoffeinschlüsse, die Langzeitzuverlässigkeit beeinträchtigen.
- Gegenmaßnahmen: Gleichmäßige Wärmeabfuhr sicherstellen; Durchkontaktierungen geometrisch so gestalten, dass Divergenz-Richtungen minimiert werden; bei Bedarf sorgfältige Nacharbeiten mit kontrollierter Wärmeführung.
Allgemeine Divergenz-Effekte
- Mechanismus: Divergenz zeigt sich in mehreren Ausprägungen; der Verlauf der Lot-Expansion folgt der Wärmequelle sowie der Oberflächenspannung. Ziel ist es, die Konvergenz-Phase zu erreichen und eine gleichmäßige Benetzung sicherzustellen, um Fehlstellen zu minimieren.
- Kennzeichen: Unterschiedliche Muster der Lötverformung, je nach Position von Wärmequelle, Bauteil, Pad-Topologie und Durchkontaktierungen.
- Auswirkungen: Vielfältige Defekte können entstehen, von lokalen Überhitzungen bis hin zu unvollständiger Benetzung oder Randverzug; Gesamteindruck ist eine inkonsistente Lötstelle.
- Gegenmaßnahmen: Ganzheitliche Optimierung der Wärmeführung: Konvergenz-Phase sicherstellen, Oberflächen- und Pad-Topologien berücksichtigen, Schablonen- oder Masken-Design prüfen, Prozessvalidierung durchführen, um Divergenzquellen frühzeitig zu identifizieren und zu beheben.
Schlussbemerkung
- Die unterschiedlichen Defektmuster verdeutlichen, dass die Lotkugelbildung stark von der räumlichen Verteilung der Wärmeabfuhr abhängt. Ein konsistenter, zielgerichteter Wärmestrom erleichtert die Erreichung der Konvergenz-Phase und fördert eine gleichmäßige Benetzung. In der Praxis bedeutet dies, Divergenz nicht als bloßes Störphänomen zu betrachten, sondern als zentrale Stellgröße der Prozessführung. Durch gezielte Steuerung von Wärmequellen, Pad- oder Spitzenführung sowie Durchkontaktierungen lassen sich Einsackungen, Trennlinien, Stresslines, Granulierungen und Lochbildungen wesentlich reduzieren. Der Fokus liegt darauf, das Lot gleichmäßig und kontrolliert aus der Lötstelle auszuleiten – hin zu einer stabilen Kugelbildung ohne Störungen.
Präventivmaßnahmen: Paste- und Schablonenoptimierung, Heat-Lifting und Konvergenz-Pad
Effektive Präventivmaßnahmen gegen Lotkugelbildung beruben auf einer ganzheitlichen Strategie: hochwertige Paste-Formulierungen, saubere Schablonen, kontrollierte Temperaturen, trockene Lagerung sowie validationsbasierte Prozessführung. Zusätzlich ermöglichen Heat-Lifting-Konzepte und der Einsatz von Konvergenz-Pads eine kontrollierte Wärmeführung, die Divergenz reduziert und die Reproduzierbarkeit erhöht.
Paste-Optimierung
- Paste-Formen und Legierung: Die Auswahl von Pastenformen, die den Pad-Spezifikationen entsprechen, sowie eine passende Metalllegierung und Flussmittelaktivität minimieren Kugelbildungen.
- Partikelverteilung: Eine gleichmäßige Partikelverteilung reduziert Oberflächenspannungsschwankungen, die Kugeln fördern.
- Flussmittel- und Aktivitätsebene: Ein abgestimmter Flussmittelgehalt und eine passende Aktivität der Paste tragen dazu bei, Benetzung konsistent zu gestalten und ungleichmäßige Lotformen zu vermeiden.
- Viskosität und Druckverhalten: Konsistente Fließ- und Abdruckseigenschaften der Pastenformel verringern temporäre Lokalisierungen von Material und reduzieren die Wahrscheinlichkeit von Kugelformen an kritischen Stellen.
Schablonenpflege
- Regelmäßige Reinigung: Regelmäßige Reinigung der Schablonen entfernt Rückstände, verhindert Grate und sorgt für eine gleichmäßige Pastenablage.
- Kanten- und Nutgenauigkeit: Eine saubere Kante und korrekte Nutenabmessung minimieren Pastenfahnen, die Kugeln verursachen können.
- Schablonenmaterial und Beschichtung: Vorgegebene Oberflächenbeschichtungen und Stabilität der Schablone unterstützen eine gleichmäßige Pastenübertragung über längere Prozessläufe.
Temperaturkontrolle
- Reflow-Profile: Präzise Reflow-Profile verhindern übermäßige Oxidation oder Wärmeausdehnung.
- Kontrollierte Wärmeführung: Eine kontrollierte Wärmeführung reduziert Divergenz und unterstützt Konvergenz.
- Debugging schneller Abkühlphasen: Vermeidung plötzlicher Temperaturwechsel minimiert Gasbildungen in der Paste und erhöht die Gleichmäßigkeit der Lotbildung.
Feuchtigkeitskontrolle
- Lagerbedingungen: Lagerung von Lötmaterialien und Leiterplatten in kontrollierter, trockener Umgebung verringert Fehlverhalten der Paste.
- Feuchtepegel: Weniger Feuchte reduziert Blasenbildung und Gasdruck in der Paste, was wiederum Kugelbildungen entgegenwirkt.
- Feuchte-Schutzmaßnahmen: Schutz vor Kondensation bei Wechseln der Raumklima-Bedingungen trägt zur Stabilität der Paste bei.
Prozessvalidierung
- Gründliche Validierung: Umfassende Prozessvalidierung und Qualitätskontrollen helfen, Ursachen für Lotkugel-Defekte zu identifizieren und vorbeugend zu korrigieren.
- High-Density-Designs: Diese Validierung ist besonders wichtig in Hochdichte-Designs, in denen kleine Abweichungen stärkere Auswirkungen haben.
Heat-Lifting und Konvergenz-Pad
- Heat-Lifting (lot-affin): Die Lötspitze wird reguliert aus der Lötstelle herausgeführt, sodass die Abkühlung des Lots konvergent zur Lötspitze verläuft. Wesentlich ist der Abstand der Lötspitze zum Lot, um eine zielgerichtete Abkühlung zu ermöglichen.
- Pad-affin (Konvergenz-Pad): Auf einem Konvergenz-Pad lässt sich die Lötspitze unabhängig von den Eigenschaften des Lotes und frei von besonderer Geschicklichkeit beim Handlöten aus der Lötstelle herausführen. Benetzungswinkel profitieren von korrekter Lotmenge, Rückstände lassen sich kontrolliert absaugen, und die Wärmeausdehnung bleibt begrenzt.
- Kombinierte Anwendung: Die kombinierte Nutzung von Pad- und Lot-fokussierter Wärmeführung erhöht die Reproduzierbarkeit in automatisierten Prozessen und erleichtert das Erreichen einer konsistenten Konvergenz-Phase.
Pad- und Via-Design
- Konvergenz-Pad: Konvergenz-Pads erhöhen die Reproduzierbarkeit, weil Divergenzen durch Handlöten oder uneinheitliche Wärmeführung besser kompensiert werden können.
- Gepolsterte Via-Platzierung: Eine gezielte Platzierung gepolsterter Vias unterstützt eine kontrollierte Wärmeführung in der Umgebung der Lötpunkte und reduziert lokale Divergenzen.
- Kombinierte Parametrisierung: Durch kombinierte Pad- und Wärmeführung lässt sich die Prozesssteuerung für automatisierte Abläufe weiter optimieren und die Abhängigkeit von externer Wärmeabfuhr senken.
Reflow-Löten & Schablonen (zur Verbesserung der Wärmeabfuhr)
- Vollflächige Wärmebeaufschlagung: Reflow-Verfahren beeinflussen die Wärmeabfuhr aus der Lötstelle; gezielte Schablonenauslassungen können helfen, Wärme gezielt zu verteilen.
- Schablonenmodifikation: Schablonen können so angepasst werden, dass Bauteile ausgespart werden und die Wärmeführung besser kontrolliert wird.
- Wärmeabschirmung: Wärmeabschirmendes Material reduziert unbeabsichtigte Hitzeeinwirkungen auf angrenzende Bereiche.
- Wärmeübertragung verbessern: Modifizierte Schablonenstärken können eine bessere Wärmeverteilung ermöglichen; dies unterstützt eine planmäßige Benetzung und Form des Lotes.
Neuer Terminus: Operative Divergency Clearence (ODC)
- Definition: ODC bezeichnet eine operative Lösung zur Divergenz-Behebung durch Zuweisung einer eindeutigen Richtung der Auskühlung im Sinne eines Heat-Lifting-Ansatzes.
- Zweck: Divergenzen in Lötstellen sollen operativ – im laufenden Wärmeprozess – behoben werden.
- Kontext zu Lötprofilen: Ein bestehendes Lötprofil kann als Mittelwert dienen; Schablonen können Wärmeabfuhr zumindest klarer tendenzieren.
- Formulierung für die Branche: ODC dient als allgemeiner Begriff, der weitere Ansätze in der Verfahrenstechnik anregen soll.
- Abschließender Gedanke: Lass das Lot nicht von der Leine.
Diese Präventivmaßnahmen zielen darauf ab, die Wahrscheinlichkeit von Kugelbildungen schon im Vorfeld zu senken und zugleich die Prozessstabilität auch bei anspruchsvollen Bauformen sicherzustellen. Durch die Kombination aus Paste-Qualität, Schablonenpflege, präziser Temperaturführung, Feuchtigkeitskontrolle, Prozessvalidierung und gezieltem Heat-Lifting mit Konvergenz-Pad lässt sich die Reproduzierbarkeit der Lötverbindungen deutlich erhöhen und störende Divergenzen minimieren.
Praxisvalidierung, Inspektion und Zukunftsperspektiven
Inspektionsmethoden
- Ziel: Visuelle Inspektion ergänzt durch Röntgen-/X-Ray-Analysen ermöglicht die Erkennung von Lotkugeln unter BGA-Verbindungen und in versteckten Bereichen; sie unterstützt die frühzeitige Fehlererkennung und Nacharbeit.
- Nutzen: Frühzeitige Aufdeckung von Lotkugeldefekten minimiert unausgeglichene Belastungen späterer Fertigungsschritte und reduziert teure Nacharbeiten.
- Umsetzung: Einsatz kombinierter Inspektionspfade aus optischer Visualisierung, 2D-Röntgen bzw. hochauflösender Röntgentechnik und ggf. CT-Analysen; gezielte Freilegung relevanter Bereiche zur Untersuchung.
- Einordnung: Inspektionsdaten dienen als Feedback für Paste-Formulierungen, Maskendesign und Pad-Geometrien, um Kugelbildungen künftig besser zu verhindern.
- Bedeutung: Die Inspektionspraxis schafft Transparenz über versteckte Defektstellen und unterstützt robuste Prozessgrenzen in automatisierten Fertigungen.
Lotkugeltest und Lotkugel-Charakterisierung
- Ziel:Tests mit definierten Lotpastentropfungen helfen, die Neigung zur Kugelbildung systematisch zu bewerten.
- Auswertung: Die Analyse der verbleibenden Paste auf der Druckfläche liefert Hinweise auf Flussmittelaktivität, Fließverhalten und pastenbedingte Restanteile, die das Risiko beeinflussen.
- Nutzen: Liefert quantitative Kennwerte für Prozessanpassungen in Paste, Masken-Layout und Temperaturprofilen.
- Durchführung: Standardisierte Lotkugeltests in Labor- oder Musterproduktionen, mit Variation von Pastenparametern, Druckdüsen und Maskenauschnitten, um Einflussgrößen zu isolieren.
- Anwendung: Ergebnisse fließen in Designregeln und Qualifizierungsprotokolle ein, um Kugelformationen in Serienprozessen proaktiv zu vermeiden.
ODC als Rahmenwerk
- Definition: Operative Divergence Clearance definiert Richtungen der Abkühlung, um Divergenz gezielt zu vermeiden.
- Nutzen: Die Implementierung von ODC in etablierten Prozessen reduziert Kugelrisiken, insbesondere in automatisierten Fertigungen, in denen Handlungen stark standardisiert sind.
- Anwendung: ODC integriert sich in Lötprofil-Management, Prozesssimulationen und Trainingsprogramme für Mitarbeiter, um konsistente Wärmeführung sicherzustellen.
- Mechanismus: Durch klare Abkühlrichtungen wird verhindert, dass sich Lot zwischen Bauteil, Pad und Durchkontaktierung ungleich verteilt.
- Ausblick: Als Rahmenwerk ermöglicht ODC die systematische Steuerung von Divergenz in unterschiedlichen Lötprozessen, einschließlich zukünftiger adaptiver Wärmequellen.
Zukunftsausblick
- Laser- oder Lichtstrahl-Löten: Mit adaptiven Pyrometern kann diese Methode stabile, reproduzierbare Ergebnisse liefern; die Regelung basiert auf gemessener Oberflächentemperatur und passt den Leistungsverlauf dynamisch an.
- Dampfphasenlöten: Zeigt tendenziell eine geringere Lotkugelwahrscheinlichkeit, bleibt jedoch abhängig von Prozessparametern wie Temperatur, Zeit, Druck und Flussmittelaktivität.
- Komponentenkompatibilität: Neue Wärmequellen erfordern eine enge Abstimmung mit Pastenformulierung, Maskenlayout und Pad-Design, um vergleichbare Abkühlungsbedingungen sicherzustellen.
- Implementierungsaufwand: Inspektions- und Prozessdaten müssen in Echtzeit nutzbar gemacht werden, um Parameter adaptiv zu justieren, insbesondere in hochvolumigen, automatisierten Linien.
- Ressourcenschonung: Fortschritte in Laser- und Dampfphasenprozessen bieten Potenzial für geringeren Ausschuss, erfordern aber sorgfältige Validierung und qualifizierte Prozessführung.
Qualitätssicherung und Design-Feedback
- Verankerung im Design: Das Verständnis von Lotkugelbildung fließt in PCB-Designmethoden ein, um Zuverlässigkeitsstandards zu erfüllen und potenzielle Divergenzquellen frühzeitig zu eliminieren.
- Zusammenarbeit: Interdisziplinäre Zusammenarbeit mit Prozesstechnik, Design, Fertigung und Qualitätswesen erhöht die Produktionsstabilität und ermöglicht schnelleres Troubleshooting.
- Datenbasierte Optimierung: Mess- und Inspektionsdaten werden genutzt, um Designregeln, Materialwahl (Paste, Masken) und Prozessparameter kontinuierlich zu verbessern.
- Standardisierung: Durch definierte Checklisten, Validierungspläne und regelmäßige Audits wird die Reproduzierbarkeit über Chargen hinweg gestärkt.
- Ziel: Ein zuverlässigeres Produkt, das neben Leistungsfähigkeit auch langfristige Zuverlässigkeit in rauen Einsatzbedingungen sicherstellt.
Praxisempfehlung
- Ganzheitlicher Fokus: Der Schwerpunkt liegt auf der Reduzierung von Lotkugeldefekten durch eine kohärente Prozesssteuerung: Paste, Masken, Pad-Design, Temperaturprofile, Feuchtigkeit und Inspektion sollten eng miteinander verknüpft betrachtet werden.
- Priorisierung der Maßnahmen: Die Reduktion von Flussmittelaktivität und Pastenkontaktierungseigenschaften sollte priorisiert werden, gefolgt von Maskenpflege und Pad-Geometrie; Temperatureinstellungen sollten als integraler Prozessparameter verstanden werden.
- Risikomanagement: Frühzeitige Risikoanalyse von Divergenzquellen in jeder Stufe der Montage – von Pasteauftrag über Lötprofil bis hin zur Endinspektion – minimiert ungeplante Nacharbeiten.
- Iteratives Vorgehen: Plan-Do-Check-Act-Zyklen unterstützen es, Inspektionsdaten gezielt in Prozessverbesserungen zurückzuführen; dabei sollten Korrelationen zwischen Lotkugeln und spezifischen Prozessschritten ermittelt werden.
- Forschungsnähe: Neue Erkenntnisse aus Inspektion und Tests sollten in Schulungen, SOPs und Pfadanweisungen verankert werden, damit das Team schnell auf neue Parameter reagieren kann.
- Langfristiges Ziel: Eine Zero-Defect-Strategie in Serienprozessen soll angestrebt werden, indem Paste, Masken, Pad-Design, Temperaturprofile, Feuchtigkeit und Inspektion zu einem kohärenten, redundanzfreien Steuerungsnetzwerk verknüpft werden.
Fazit
Lotkugeln entstehen nicht zufällig; sie spiegeln die knappe Balance zwischen Divergenz und Konvergenz der Wärmeführung wider. Nur eine ganzheitliche Perspektive, die Paste, Pad, Schablone, Umwelt, Maskenführung und das Reflow-Profil als ein verbundenes System begreift, ermöglicht eine robuste Minimierung; schon kleine Abweichungen in Pasteaktivität, Flussmittelgehalt oder Pad-Oberflächenqualität können das Fließen des Lotes beeinflussen und Kugeln statt glatter Verbindungen erzeugen. Der Schlüssel liegt in einer klaren Konvergenz-Phase: stabile, planbare Abkühlung, gezielte Wärmeabfuhr und eine Pad-Strategie, die Divergenzen frühzeitig kompensiert. Heat-Lifting und Konvergenz-Pads sind dabei hilfreiche Werkzeuge, die Reproduzierbarkeit erhöhen, ohne das Prozessfenster überzustrapazieren.
Darüber hinaus braucht es eine systematische Validierung, Inspektion und Feedback-Schleifen über Paste, Masken, Via-Topologien und Umweltbedingungen. Mit dem ODC-Rahmenwerk zur Divergenz-Kontrolle, regelmäßigen Prozesschecks und datenbasierter Optimierung lässt sich eine Zero-Defect-Perspektive schrittweise realisieren, in der Kugeln als Indikator der Wärmeführung verstanden und proaktiv vermieden werden.